Jak se rozlišují frézy podle způsobu výroby řezné části?
Frézy používané při výrobě lze klasifikovat podle řady vlastností:
- – podle určení – univerzální frézy (válcové, čelní, koncové, řezné, drážkovací, oboustranné a třístranné kotoučové, úhlové) (obr. 4.7) a specializované (závitové, ozubené, tvarové, T atd.). ) – pro určité druhy práce;
- – ve směru zubů – rovný a šroubovitý (šroub);
- – tvar zubů – špičaté a vzadu;
Obr. 4.7. Univerzální frézy:
а – válcový; б — konec; в — terminál; G – řezání; e – drážkovaný; ježek- kotouč oboustranný a třístranný; з – roh
- – podle tvaru směru řezu – pravotočivý a levotočivý;
- – podle návrhu – masivní a prefabrikované;
- – podle způsobu instalace na stroj – uchycení a ocas;
- – podle velikosti zubů – malozubé a velkozubé;
- – podle materiálu řezné části – vysokorychlostní a opatřené tvrdou slitinou.
Šroubové frézy do axiální roviny zajišťují hladké a rovnoměrné frézování, protože se do kovu nezařezávají současně po celé délce zubu, ale postupně.
V praxi při práci na frézkách jsou nejčastější frézy se špičatými zuby, které se podle tvaru hřbetu dělí na jednoduché (obr. 4.8, Obr. A), se zlomenými zády (obr. 4.8, b), s prohnutými zády (obr. 4.8, b) c) a jsou ostřeny především pouze na zadních plochách.
Tvar zadního zubu (obr. 4.8, d) Vyznačuje se zakřivenou zadní plochou vyrobenou podle Archimedovy spirály a používá se pro tvarové frézy pro zachování profilu břitu při ostření zubů pouze na předních plochách.
Směr řezu je typický pouze pro čelní, čelní a oboustranné kotoučové frézy, které mají jeden pracovní konec.
Ve většině případů se takové frézy vyrábějí pravicový a během provozu se otáčejí ve směru hodinových ručiček (při pohledu ze strany nepracovního konce nebo stopky frézy).
Chcete-li ušetřit drahé nástroje Celý Vyrábí se pouze frézy malého průměru.

Obr. 4.8. Tvary zubů fréz: a-c- špičatý; G – couval
V ostatních případech se provádějí týmy, skládající se z těla, v jehož drážkách jsou různými způsoby uchyceny nože nebo frézy (viz obr. 4.7, a, b).
Řezačky mušlí vybavené montážními otvory standardních průměrů, ocas mají kuželovou nebo válcovou stopku.
Hrubé frézy určený především pro hrubé frézování, jemné řezačky zubů – pro dokončení.
Frézy z rychlořezné oceli po tepelném zpracování jsou schopny zachovat řezné vlastnosti při teplotách až 600 °C (873 K). Nejčastěji jsou vyrobeny z oceli třídy R6M5, v jejímž označení první číslice označuje průměrný obsah wolframu, druhá – molybden (v procentech).
Konstrukce fréz. Každá fréza se skládá z řezné části (zuby), těla (u skořepinových fréz) a stopky (stopkové frézy).
Pro opracování dílů z litiny, nerezových a vysokopevnostních žáruvzdorných ocelí, žáruvzdorných a titanových slitin a vysokopevnostních ocelí se používají frézy vybavené karbidovými destičkami (obr. 4.9), které se používají pro opracování mělkých drážek a římsy.
Prefabrikované frézy s destičkovými noži (obr. 4.10), vybavené karbidovými destičkami, se skládají z ocelového těla a nožů s hladkou nebo drážkovanou nosnou plochou. Nože jsou v těle frézy zajištěny pomocí klínu. Nejpoužívanější jsou prefabrikované třístranné kotoučové a stopkové frézy.
Vyrobené frézy mají úhel čela y = 15°, úhel hřbetu a = 12°, úhel hřbetu na pomocných břitech c/| = 4°. Čelní frézy jsou vyráběny s náběhovými úhly (p) rovnými 45, 60, 75 a 90° Úhel čela je získán instalací nožů a je roven 5° a = 15 °.

Obr. 4.9. Stopková fréza vybavená tvrdokovem: O – průměr frézy; / – délka řezné části; I. – délka frézy

Obr. 4.10. Oboustranná kotoučová fréza s vkládacími noži vybavenými tvrdokovem:
S! — průměr otvoru; О — průměr frézy; В — šířka frézy; a – hlavní zadní úhel; „I – pomocný zadní úhel; y – přední úhel; с—úhel sklonu nože
Frézy s mechanickým upevněním mnohostranných nepřebrusitelných desek (obr. 4.11) zvyšují životnost nástroje 1,5-2x, zkracují strojní dobu zpracování o 25-50%, snižují počet fréz v oběhu 2-4x, zkracují čas obnovit nástroj po opotřebení 1,5-2krát.

Obr. 4.11. Čelní frézy s tvrdokovovými neostřitelnými břitovými destičkami: a- s kulatými karbidovými destičkami: I – základna; 2 – rám; 3 – tyč; 4 – plochý na tyči; 5 – deska; 6 – pružina; 7 – šroub; 8 – podložka; б – s pětihrannými karbidovými deskami
Nástrojárny centrálně vyrábějí standardní frézy s kulatými, čtvercovými a pětihrannými deskami o průměru 60,63, 80 mm s kuželovou stopkou a frézy o průměru 80, 100, 125, 160 a 200 mm – s otvorem v tělo frézy. Nejčastěji používané stopkové frézy o průměru 25, 32, 40, 50 a 63 mm s mechanickým upevněním kosočtvercových destiček a stopkové frézy s mechanickým upevněním čtyřhranných, pětihranných a šestihranných destiček. Destičky jsou neostřitelné a nelze je přeostřit po opotřebení nebo odštípnutí. Mají vysokou odolnost. Při jejich použití se zkrátí pomocná doba pro výměnu a seřízení tupého nástroje a zmenší se rozsah řezných nástrojů. Kromě toho lze rychle vyměnit neostřitelné břitové destičky.
Výše uvedené frézy jsou zpravidla určeny pro polodokončování a dokončování rovných ploch ocelových a litinových obrobků.
Kontrolní otázky
- 1. Jak jsou klasifikovány používané frézy?
- 2. Jaký je rozdíl mezi plnými a prefabrikovanými frézami?
Mezi hlavní konstrukční části frézy patří její tělo 4 a řezné zuby 5 určitých velikostí a tvarů (obr. 1).
Na základě uspořádání zubů na těle se rozlišují válcové a stopkové frézy.
 |
 |
 |
Válcové frézy mají zuby na tvarovací ploše tělesa, jejich konstrukční prvky jsou: přední plocha 7, zadní plocha 8, zadní strana 1, řezná hrana 9 (obr. 1a).
Čelní frézy vybavené zuby na koncové ploše těla, včetně následujících prvků: přední plocha 7, hlavní zadní plocha 11 (na obrázku směrem dolů), jakož i hlavní řezná hrana 9, pomocná řezná hrana 12 a vrchol 10 (obr. 1b).
Přední plocha zubu absorbuje zatížení od třísek proudících po ní, hlavní zadní plocha je v kontaktu s řeznou plochou 2, pomocná zadní plocha je v kontaktu s obrobenou plochou 3, čímž se zlepšuje její kvalita.
Požadovaného frézovacího výkonu je dosaženo zvýšením hloubky t, posuvu S a rychlosti obrábění V. Pro zajištění stanovené životnosti fréz se používají nástrojové materiály s vysokou tvrdostí, pevností, odolností proti opotřebení, tepelnou odolností, ale i se zvýšenou cenou. pro jejich výrobu.
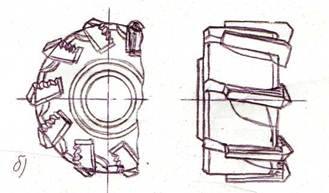
Podle způsobu výroby se frézy dělí na plné, kompozitní a prefabrikované.
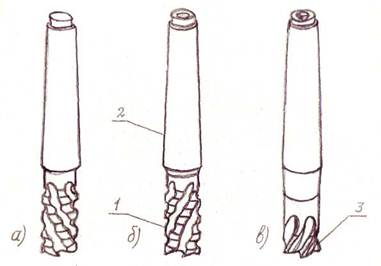
Pevné frézy jsou vyráběny z nástrojových nízkolegovaných ocelí KhG, KhVG, KhV5, 9KhS s nízkou tepelnou odolností a používají se při opravách a malosériové výrobě dílů při řezných rychlostech do 25 m/min (obr. 3a, 4a, 6a) .
Složené frézy mají pracovní část 1 vyrobenou z nástrojové, vysoce legované rychlořezné oceli R12, R6M3, R6M5, R9K5 a stopku 2 z konstrukční uhlíkové nebo legované oceli (obr. 6b). Pracovní část a stopka jsou spojeny svařováním, což umožňuje snížit náklady na frézy a díky zvýšené tepelné odolnosti materiálu pracovní části je použít ve velkosériové výrobě při řezných rychlostech až 100 m/min.
Prefabrikované frézy jsou vybaveny řeznými zuby (noži) z rychlořezné oceli, dále zuby z konstrukční slitiny nebo nástrojové uhlíkové oceli s řeznými destičkami z nástrojové tvrdé slitiny. Řezací nože jsou drženy ve štěrbinách těla frézy díky mechanickému upevnění (obr. 3b, 4b). Tvrdokovové břitové destičky 3 se obvykle montují do objímky 6 tělesa, nože nebo pracovní části frézy (obr. 3c, 4c, 6c).
 |
 |
 |
Řezné kotouče jsou lisovány a slinovány ze směsi prášků karbidu kobaltu a wolframu (VK6, VK8, VK10M) s karbidem titanu (T5K10, T14K8, T60K6) a karbidem titanu (TT7K12, TT20K9). Vysoká tepelná odolnost těchto materiálů zajistila nejširší využití prefabrikovaných tvrdokovových fréz v hromadné výrobě při řezných rychlostech až 800 m/min. Pro dokončovací zpracování se používají desky vyrobené ze směsi prášků na bázi korundu. at2O3 – minerální keramika jakosti V0-13, V0-14, VOK-60, VOK-63, což umožňuje několikanásobně zvýšit produktivitu a životnost frézy.
Podle způsobu uchycení na vřeteno stroje se rozlišují přídavné a stopkové frézy.
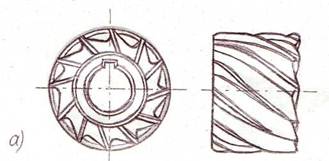
Řezačky mušlí Mají středový otvor s drážkou pro pero (obr. 1a) nebo koncovou drážku (obr. 1b), což umožňuje jejich instalaci na trn, který je následně upevněn ve vřetenu stroje.
Stopkové frézy opatřena kuželovou stopkou 2, pomocí které se fréza instaluje a zajišťuje v kuželovém otvoru upínacího pouzdra nebo vřetena stroje (obr. 6).
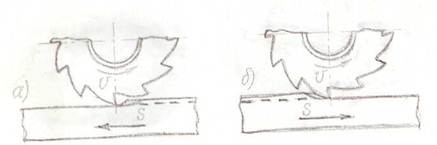
Na základě polohy břitu zubů vůči ose frézy se rozlišují frézy s přímými, šroubovitými a vícesměrnými zuby.
Přímé frézy Jsou jednoduché na výrobu, ale každý zub vstupuje a vystupuje z procesu řezání celou svou šířkou najednou, což způsobuje nerovnoměrnost řezání, snižuje životnost frézy a kvalitu obrobené plochy (obr. 5a, b).
Šroubové frézy mají zuby s břity směřujícími pod úhlem k ose frézy (obr. 3, 6). Za provozu se takové zuby zařezávají do materiálu a vystupují z řezného procesu postupně po své šířce, čímž se stabilizuje řezání, zvyšuje se životnost frézy a kvalita zpracování. Při instalaci spirálové frézy musí být směr spirálové linie jejích zubů a směr otáčení vřetena (vpravo nebo vlevo) opačný, aby axiální složka řezné síly směřovala k objímce vřetena, čímž se eliminuje uvolnění montáže trnu s frézou v něm.
Vícesměrné zuby Frézy při provozu vytvářejí řezné síly, jejichž axiální složky jsou opačně směrovány a vzájemně se vyrovnávají (obr. 5f).
Podle tvaru zadní plochy zubů se rozlišují frézy se špičatými zuby a frézy se zadními zuby.
 |
 |
Špičatý zub má přímý nebo parabolický tvar linie zadní plochy, podél které je ostřena (obr. 5a). Frézy s takovými zuby jsou snadno vyrobitelné a mají vysokou životnost, ale jejich přebroušení značně mění profil zubů, což neumožňuje použití takových fréz pro zpracování tvarových ploch.
Zasunutý zub vyznačující se linií zadního povrchu vytvořenou podél Archimedovy spirály (obr. 5b). Jeho výroba je složitější a přebrušování se provádí po přední ploše, jako jsou frézy pro opracování tvarových ploch.
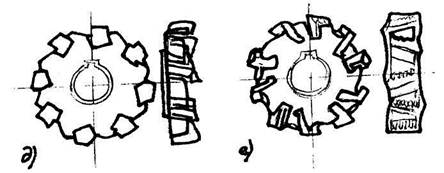
Podle počtu zubů a jejich rozteče se frézy dělí na hrubozubé a jemné.
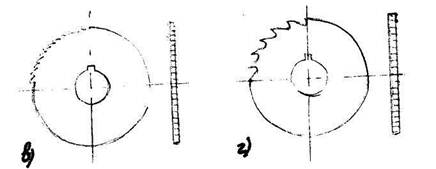
Hrubé frézy Mají vysokou pevnost a odolnost, ale vytvářejí nerovnoměrný režim frézování (obr. 5d). To zhoršuje kvalitu zpracování a umožňuje jejich použití pro hrubé frézování.
Jemné frézy na zuby zajišťují rovnoměrný chod a vysokou kvalitu povrchu při dokončovacím frézování (obr. 5c).
Podle druhu prováděné práce se rozlišují frézy pro opracování rovinných ploch, drážek a tvarových ploch.
Ploché plochy se obrábějí válcovými, čelními, kotoučovými nebo stopkovými frézami.
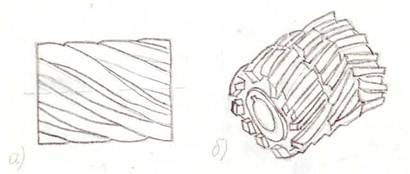
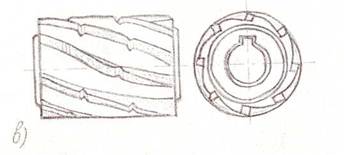
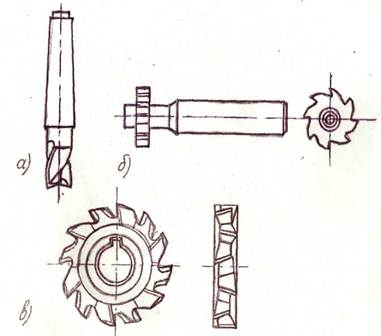
Válcové frézy mají obvykle šroubovité zuby a jsou vyrobeny z jednoho kusu (obr. 3a), stejně jako smontované s vkládacími noži z rychlořezné oceli (obr. 3b) nebo se šroubovými destičkami z tvrdokovu (obr. 3c). Široké plochy jsou zpracovány sadou fréz a směry šroubovicových linií zubů fréz v sadě by měly být takové, aby axiální složky řezných sil měly tendenci přibližovat frézy k sobě nebo by jejich výslednice byla směrem k vřetenu stroje (obr. 3b).
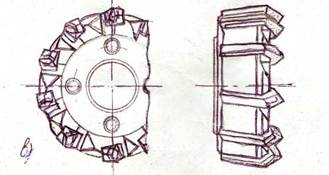
Čelní frézy mohou být plné (obr. 4a) nebo prefabrikované s vloženými noži z rychlořezné oceli (obr. 4b) nebo opatřené deskami z tvrdé slitiny (obr. 4c).
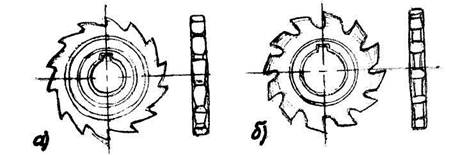
Kotoučové řezačky Vyrábějí se jednodílné nebo prefabrikované a podle určení se dělí na drážkované (obr. 5a, b), řezané a štěrbinové (obr. 5c, d), oboustranné (obr. 5e) a tři -stranný (obr. 5f). Plochy v podobě říms jsou opracovány oboustrannými a třístrannými frézami, hluboké drážky jsou opracovány třístrannými frézami s vícesměrnými zuby pro zlepšení odvodu třísek a zvýšení životnosti frézy.
Koncové řezné hrany kotoučových fréz jsou zkosené, aby se snížily třecí síly na zadním povrchu. Kvůli tomu se po přebroušení zmenšuje šířka jejich zubů, což lze kompenzovat použitím sady fréz s nastavitelnou šířkou nastavení.
Průchozí, průchozí, uzavřené drážky a drážky ve tvaru T se obrábějí kotoučovými drážkovacími frézami, drážkovacími a upichovacími frézami a také koncovými a perovými frézami.
Frézy na drážky se špičatými nebo couvalovými zuby na tvářecí ploše se používají pro zpracování mělkých drážek, které jsou přesné na šířku (obr. 5a, b).
Drážkovaný (drážkové) a řezací frézy se používají k výrobě úzkých, mělkých štěrbin (drážky šroubové hlavy), jakož i k řezání obrobku na danou velikost (obr. 5c, d).
Koncové frézy mohou být plné, kompozitní nebo prefabrikované s korunkou nebo šroubovými deskami z tvrdé slitiny (obr. 6). Stopkové frézy se používají k obrábění svislých ploch, říms a hlubokých drážek složitých konfigurací. Plné a kompozitní frézy mají broušené zuby s drážkami pro oddělování třísek pro lepší řezné podmínky. Používají se pro předúpravu a často se jim říká „kukuřice“.
Řezačky klíčů pro opracování drážek mohou být perová pera vyrobena jako pevná z tvrdých slitin, plná nebo kompozitní z rychlořezné oceli, stejně jako prefabrikovaná s karbidovými deskami (obr. 7a). Pro drážky segmentových per se používají frézy se stopkou na pero, plné nebo kompozitní frézy (obr. 7b), jakož i plné frézy s ozubením (obr. 7c).
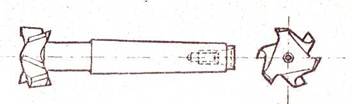
Drážky ve tvaru T jsou tvořeny plnými, kompozitními nebo sestavenými frézami s karbidovými destičkami (obr. 8).
Tvarované plochy jsou tvořeny křivkami a jejich profil bývá konkávní, šroubovicový nebo vroubkovaný.
Polokruhový Pro výrobu výstupků nebo drážek půlkruhového profilu se používají konkávní (obr. 9a) nebo konvexní (obr. 9b) frézy pevné konstrukce s vyloženými zuby.
Řezačky závitů mohou být kotoučové nebo hřebenové zuby, odpovídající profilu řezaného závitu. Kotoučové frézy se špičatými zuby se používají pro řezání dlouhých trapézových závitů, např. vodícího šroubu obráběcích strojů (obr. 10a). Hřebenové frézy mají zadní zuby a používají se pro řezání vnějších nebo vnitřních trojúhelníkových závitů krátké délky (obr. 10b). Vyrábějí se jako ocasní, jednodílné nebo kompozitní provedení nebo jako jednodílné připojovací.
 |
 |
 |