Velikosti otvorů pro závitníky: stoly, nástroje, proces řezání
Pevnost vzájemného upevnění dílů je zajištěna zašroubováním nosiče vnějšího závitu do vnitřního závitu druhého výrobku. Je důležité, aby byly zachovány jejich parametry v souladu s normami, pak se takový spoj při provozu nepoškodí a zajistí potřebnou těsnost.


Proto existují normy pro provádění řezbářských prací a jejích jednotlivých prvků.
Před řezáním se uvnitř dílu vytvoří otvor pro závit, jehož průměr by neměl přesáhnout jeho vnitřní průměr. To se provádí pomocí kovových vrtáků, jejichž rozměry jsou uvedeny v referenčních tabulkách.
Parametry otvoru
Rozlišují se následující parametry vlákna:
- průměry (vnitřní, vnější atd.);
- tvar, výška a úhel profilu;
- krok a vstup;
- ostatní.

Podmínkou spojení dílů k sobě je naprostá shoda vnějších a vnitřních závitů. Pokud některý z nich nebude proveden v souladu s požadavky, bude upevnění nespolehlivé. Upevnění může být šroubové nebo čepové, které kromě hlavních částí obsahuje matice a podložky. Před spojením se v částech, které mají být upevněny, vytvoří otvory a poté se provede řezání.
Chcete-li to provést s maximální přesností, měli byste nejprve vytvořit díru vrtáním o velikosti vnitřního průměru, tj. tvořené vrcholy výstupků.
Při provádění průchozího návrhu musí být průměr otvoru o 5-10 % větší než velikost šroubu nebo čepu, pak je splněna následující podmínka:
kde d je jmenovitý průměr šroubu nebo čepu, mm.
Pro určení velikosti otvoru druhého dílu se výpočet provádí následovně: hodnota stoupání (P) se odečte od hodnoty jmenovitého průměru (d) – výsledným výsledkem je požadovaná hodnota:
Výsledky výpočtu jasně dokládá tabulka průměrů závitových otvorů sestavená podle GOST 19257-73 pro velikosti 1-1,8 mm s malým a hlavním stoupáním.
| Jmenovitý průměr, mm | Krok, mm | Velikost otvoru, mm |
| 1 | 0,2 | 0,8 |
| 1 | 0,25 | 0,75 |
| 1,1 | 0,2 | 0,9 |
| 1,1 | 0,25 | 0,85 |
| 1,2 | 0,2 | 1 |
| 1,2 | 0,25 | 0,95 |
| 1,4 | 0,2 | 1,2 |
| 1,4 | 0,3 | 1,1 |
| 1,6 | 0,2 | 1,4 |
| 1,6 | 0,35 | 1,25 |
| 1,8 | 0,2 | 1,6 |
| 1,8 | 0,35 | 1,45 |
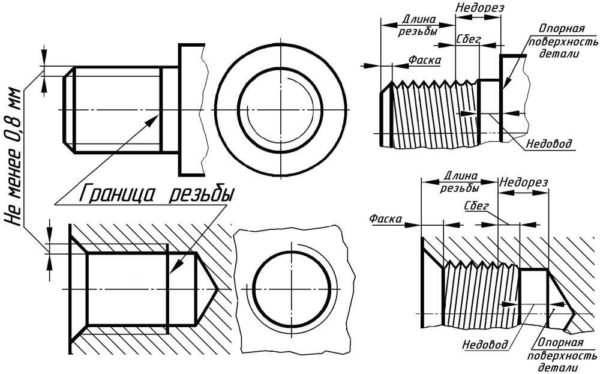
Důležitým parametrem je hloubka vrtání, která se vypočítává ze součtu následujících ukazatelů:
- hloubka zašroubování;
- rezerva vnějšího závitu šroubovaného dílu;
- její podříznutí;
- zkosení.
V tomto případě jsou poslední 3 parametry referenční a první se vypočítává pomocí koeficientů pro zohlednění materiálu produktu, které jsou stejné pro produkty z:
- ocel, mosaz, bronz, titan – 1;
- šedá a tvárná litina – 1,25;
- lehké slitiny – 2.

Hloubka zašroubování je tedy součinem materiálového faktoru a jmenovitého průměru a je vyjádřena v milimetrech.
Druhy řezbářství
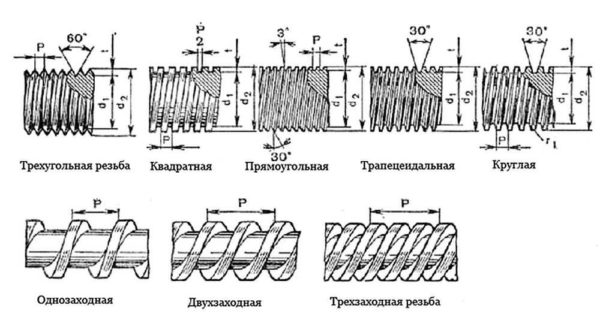
Podle systému měření se závity dělí na metrické, vyjádřené v milimetrech, a palce, měřené v odpovídajících jednotkách. Oba tyto typy mohou být vyrobeny buď ve válcovém nebo kuželovém tvaru.  Mohou mít profily různých tvarů: trojúhelníkové, lichoběžníkové, kulaté; rozdělené podle použití: na spojovací materiál, klempířské prvky, trubky a jiné. Průměry přípravných otvorů pro závitování závisí na jeho typu: metrický, palcový nebo trubkový – to je normalizováno příslušnými dokumenty. Otvory ve spojích potrubí, vyjádřené v palcích, jsou specifikovány v GOST 21348-75 pro válcové tvary a GOST 21350-75 pro kónické tvary. Údaje platí při použití mědi a slitin oceli bez obsahu niklu. Řezání se provádí uvnitř pomocných dílů, do kterých se budou trubky šroubovat – břidlice, příchytky a jiné. GOST 19257-73 uvádí průměry otvorů pro řezání metrických závitů, kde jsou v tabulkách uvedeny velikostní rozsahy jmenovitých průměrů a stoupání a také parametry otvorů pro metrické závity s přihlédnutím k hodnotám maximálních odchylek.
Mohou mít profily různých tvarů: trojúhelníkové, lichoběžníkové, kulaté; rozdělené podle použití: na spojovací materiál, klempířské prvky, trubky a jiné. Průměry přípravných otvorů pro závitování závisí na jeho typu: metrický, palcový nebo trubkový – to je normalizováno příslušnými dokumenty. Otvory ve spojích potrubí, vyjádřené v palcích, jsou specifikovány v GOST 21348-75 pro válcové tvary a GOST 21350-75 pro kónické tvary. Údaje platí při použití mědi a slitin oceli bez obsahu niklu. Řezání se provádí uvnitř pomocných dílů, do kterých se budou trubky šroubovat – břidlice, příchytky a jiné. GOST 19257-73 uvádí průměry otvorů pro řezání metrických závitů, kde jsou v tabulkách uvedeny velikostní rozsahy jmenovitých průměrů a stoupání a také parametry otvorů pro metrické závity s přihlédnutím k hodnotám maximálních odchylek.  Údaje uvedené v tabulce GOST 19257-73 potvrzují výše uvedený výpočet, ve kterém jsou parametry otvorů pro metrické typy vypočteny ze jmenovitého průměru a stoupání. GOST 6111-52 standardizuje průměry otvorů pro palcové kuželové závity. Dokument uvádí dva průměry s kuželem a jeden bez kužele, jakož i hloubky vrtání, všechny hodnoty kromě jmenovité hodnoty jsou vyjádřeny v milimetrech.
Údaje uvedené v tabulce GOST 19257-73 potvrzují výše uvedený výpočet, ve kterém jsou parametry otvorů pro metrické typy vypočteny ze jmenovitého průměru a stoupání. GOST 6111-52 standardizuje průměry otvorů pro palcové kuželové závity. Dokument uvádí dva průměry s kuželem a jeden bez kužele, jakož i hloubky vrtání, všechny hodnoty kromě jmenovité hodnoty jsou vyjádřeny v milimetrech.
Gadgety

Manuální nebo automatické metody řezání poskytují výsledky v různých třídách přesnosti a drsnosti. Hlavním nástrojem tedy zůstává závitník, což je tyč s břity. Kohoutky jsou:
- manuální, pro metrický (M1-M68), palcový – ¼-2 ʺ, trubka – 1/8-2 ʺ;
- strojní ruční – nástavce pro vrtačky a jiné stroje, používané pro stejné velikosti jako ruční;
- maticemi, které umožňují řezat průchozí verzi pro tenké díly o jmenovité velikosti 2-33 mm.
- Pro řezání metrických závitů použijte sadu tyčí – závitníků:
- hrubý, s podlouhlou sací částí, sestávající z 6-8 závitů a označený jednou značkou na základně stopky;
- střední – s plotem o průměrné délce 3,5-5 otáček a značením ve formě dvou značek;
- dokončovací část má plot pouze 2-3 otáčky, bez značek.
 Při ručním řezání, pokud stoupání přesahuje 3 mm, použijte 3 závitníky. Pokud je rozteč produktu menší než 3 mm, stačí dva: hrubování a dokončování. Závitníky používané pro malé metrické závity (M1-M6) mají 3 drážky nesoucí třísky a zesílenou stopku. Provedení ostatních má 4 drážky a stopka je průchozí. Průměry všech tří tyčí pro metrické závity se zvětšují od hrubého po konečný. Poslední závitová tyč musí mít průměr rovný jejímu jmenovitému průměru. Závitníky se připevňují na speciální zařízení – držák nářadí (pokud je malý) nebo kliku. Používají se k zašroubování řezací tyče do otvoru. Příprava otvorů pro řezání se provádí pomocí vrtáků, záhlubníků a soustruhů. Vytváří se vrtáním, zahlubováním a vrtáním se zvětšuje do šířky a zlepšuje kvalitu povrchu. Svítidla se používají pro válcové a kuželové tvary.
Při ručním řezání, pokud stoupání přesahuje 3 mm, použijte 3 závitníky. Pokud je rozteč produktu menší než 3 mm, stačí dva: hrubování a dokončování. Závitníky používané pro malé metrické závity (M1-M6) mají 3 drážky nesoucí třísky a zesílenou stopku. Provedení ostatních má 4 drážky a stopka je průchozí. Průměry všech tří tyčí pro metrické závity se zvětšují od hrubého po konečný. Poslední závitová tyč musí mít průměr rovný jejímu jmenovitému průměru. Závitníky se připevňují na speciální zařízení – držák nářadí (pokud je malý) nebo kliku. Používají se k zašroubování řezací tyče do otvoru. Příprava otvorů pro řezání se provádí pomocí vrtáků, záhlubníků a soustruhů. Vytváří se vrtáním, zahlubováním a vrtáním se zvětšuje do šířky a zlepšuje kvalitu povrchu. Svítidla se používají pro válcové a kuželové tvary.  Vrták je kovová tyč skládající se z válcové stopky a šroubovitého břitu. Mezi jejich hlavní geometrické parametry patří:
Vrták je kovová tyč skládající se z válcové stopky a šroubovitého břitu. Mezi jejich hlavní geometrické parametry patří:
- úhel spirálového zdvihu je obvykle 27°;
- bodový úhel, který může být 118° nebo 135°.
Vrtáky jsou válcované, tmavě modré a lesklé – broušené.
Záhlubníky pro válcové tvary se nazývají záhlubníky. Jsou to kovové tyče se dvěma frézami stočenými do spirály a pevným vodicím čepem pro vložení záhlubníku do dutiny.
Technika řezání
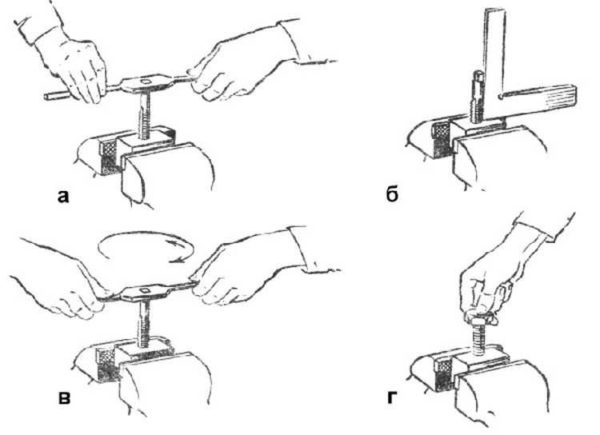
Pomocí ručního závitníku lze řezání provádět podle následujících kroků:
- vyvrtejte otvor pro závit odpovídajícího průměru a hloubky;
- zahloubit to;
- zajistěte kohoutek v držáku nebo ovladači;
- vyrovnejte jej kolmo k pracovní dutině, ve které bude řezání prováděno;
- závitník našroubujte lehkým tlakem ve směru hodinových ručiček do předem připraveného otvoru pro závit;
- Otočte kohoutkem zpět každou půl otáčku, abyste odřízli hranolky.

Pro chlazení a mazání povrchů během procesu řezání je důležité používat maziva: strojní olej, sušicí olej, petrolej a podobně. Nesprávně zvolené mazivo může vést ke špatným výsledkům řezání.
Výběr velikosti vrtáku
Průměr vrtáku pro otvor pro metrický závit je také určen vzorcem (2), s přihlédnutím k jeho hlavním parametrům. Stojí za zmínku, že při řezání do tvárných materiálů, jako je ocel nebo mosaz, se závity zvětšují, proto je nutné pro závit volit větší průměr vrtáku než u křehkých materiálů, jako je litina nebo bronz. V praxi jsou velikosti vrtáků obvykle o něco menší než požadovaný otvor. V tabulce 2 je tedy uveden poměr jmenovitého a vnějšího průměru závitu, stoupání, průměry otvoru a vrtáku pro řezání metrických závitů. Tabulka 2. Vztah mezi hlavními parametry metrických závitů s normálním stoupáním a průměry díry a vrtáku
| Jmenovitý průměr, mm | Vnější průměr, mm | Krok, mm | Největší průměr otvoru, mm | Průměr vrtáku, mm |
| 1 | 0,97 | 0,25 | 0,785 | 0,75 |
| 2 | 1,94 | 0,4 | 1,679 | 1,60 |
| 3 | 2,92 | 0,5 | 2,559 | 2,50 |
| 4 | 3,91 | 0,7 | 3,422 | 3,30 |
| 5 | 4,9 | 0,8 | 4,334 | 4,20 |
| 6 | 5,88 | 1,0 | 5,153 | 5,00 |
| 7 | 6,88 | 1,0 | 6,153 | 6,00 |
| 8 | 7,87 | 1,25 | 6,912 | 6,80 |
| 9 | 8,87 | 1,25 | 7,912 | 7,80 |
| 10 | 9,95 | 1,5 | 8,676 | 8,50 |
Jak je vidět z tabulky, existuje určitý rozměrový limit, který je vypočítán s ohledem na tolerance závitu. Velikost vrtáku je mnohem menší než otvor. Takže například pro závit M6, jehož vnější průměr je 5,88 mm a jeho největší hodnota otvoru by neměla přesáhnout 5,153 mm, byste měli použít vrták 5 mm. Otvor pro závit M8 o vnějším průměru 7,87 mm bude mít pouze 6,912 mm, což znamená, že vrták pro něj bude 6,8 mm.
Kvalita závitu závisí při jeho řezání na mnoha faktorech: od výběru nástroje až po správně vypočítaný a připravený otvor. Příliš málo povede ke zvýšené drsnosti a rovnoměrnému rozbití kohoutku. Velké síly působící na závitník přispívají k nedodržení tolerancí a v důsledku toho nejsou zachovány rozměry.
Chcete-li vyříznout vnitřní závit na součásti, musíte nejprve vyvrtat díru. Jeho velikost se nerovná průměru závitu, ale měla by být o něco menší. Průměr vrtáku pro závit najdete ve speciální tabulce, ale k tomu je potřeba znát i typ závitu.
Parametry závitu určují průměr vrtáku
Každé vlákno je charakterizováno dvěma parametry:
- průměr (D);
- rozteč (P) – vzdálenost od jedné zatáčky k druhé.
Jsou určeny GOST 1973257-73. Velký krok je považován za normální, ale odpovídá několika menším. Malé stoupání se používá při aplikaci na tenkostěnné výrobky (trubky s tenkou stěnou). Udělají také malou otáčku, pokud je aplikovaný závit způsob, jak upravit jakékoli parametry. Také se provede malý krok mezi otáčkami, aby se zvýšila těsnost spojení a aby se překonal jev samovolného odšroubování součásti. V ostatních případech se ořízne standardní (velký) schod.
Druhy závitů a jejich hlavní vlastnosti
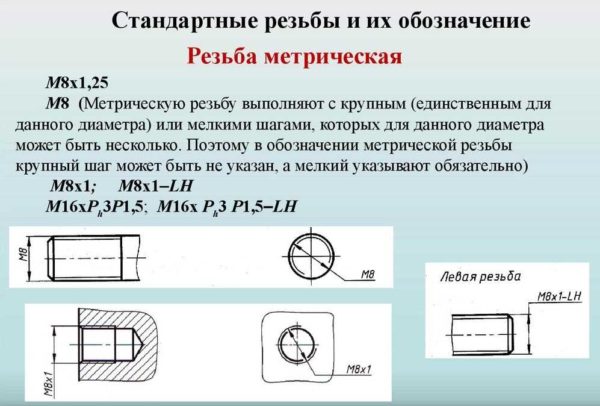
Existuje mnoho typů závitů, protože každý má své vlastní tvarové charakteristiky, průměr otvoru pro závit je v každém případě jiný. Všechny jsou předepsány v normách GOST, ale nejčastěji používají trojúhelníkové metrické a kuželové metrické závity. Budeme o nich mluvit dále.
Obvykle vidíme trojúhelníkové závity na šroubech a jiných podobných spojovacích prvcích, kuželové závity na většině klempířských výrobků, které vyžadují rozebíratelné spojení.
Chcete-li řezby aplikovat vlastními rukama, použijte malá zařízení:

- matrice (nazývají se také matrice) pro nanášení závitů zvenčí (obvykle na trubku nebo kovovou tyč (čep);
- kohoutky – pro vnitřní (nejprve pro ně musíte udělat otvor). Klepněte (nahoře) a zemřete (dole)
Všechna tato zařízení jsou vyrobena ze slitin vyznačujících se zvýšenou pevností a odolností proti oděru. Na jejich povrchy jsou naneseny drážky a drážky, pomocí kterých se získá jejich zrcadlový obraz na obrobku.
Jakýkoli závitník nebo matrice jsou označeny – mají nápis označující typ závitu, který toto zařízení řeže – průměr a stoupání. Vkládají se do držáků – límců a držáků matric – a tam se zajišťují šrouby. Po upnutí závitořezného zařízení do držáku se nasadí/vloží na místo, kde chcete provést rozebíratelné spojení. Otáčením zařízení se tvoří zatáčky. Jak správně je zařízení umístěno na začátku práce, určuje, zda budou otáčky „ležet“ rovnoměrně. Proto proveďte první otáčky, snažte se udržet strukturu v rovině, vyvarujte se posunů a zkreslení. Po několika otáčkách bude proces jednodušší.
Nitě malého nebo středního průměru můžete řezat ručně. Složité typy (dvou- a třícestné) nebo ruční práce s velkými průměry jsou nemožné – je zapotřebí příliš mnoho úsilí. Pro tyto účely se používá speciální mechanizační zařízení – soustruhy s na nich připevněnými závitníky a matricemi.
Jak správně řezat
Závity lze aplikovat na téměř všechny kovy a jejich slitiny – ocel, měď, hliník, litinu, bronz, mosaz atd. Nedoporučuje se to dělat na horkém železe – je příliš tvrdé, během provozu se rozpadne a nebude možné dosáhnout vysoce kvalitních závitů, což znamená, že spojení bude nespolehlivé.

Nástroj pro práci
Musíte pracovat na čistém kovu – odstranit rez, písek a další nečistoty. Poté musí být místo, kde bude závit aplikován, namazáno (kromě litiny a bronzu – musí být opracovány „na sucho“). Na mazání existuje speciální emulze, ale pokud tam není, můžete použít napuštěné mýdlo. Můžete použít i jiná maziva:
- lněný olej na ocel a mosaz;
- terpentýn na měď;
- petrolej – pro hliník. Parametry metrického vlákna
Často můžete slyšet rady, jak používat strojní nebo minerální olej nebo dokonce sádlo při řezání závitů. Fungují dobře, ale odborníci říkají, že je lepší to nedělat – třísky se přilepí na viskózní látku, což povede k rychlému opotřebení kohoutku nebo zápustky.
Při řezání vnějších závitů je matrice umístěna přísně kolmo k povrchu trubky nebo tyče. Během provozu by se nemělo otřásat, jinak budou zatáčky nerovnoměrné a spojení bude ošklivé a nespolehlivé. Důležité jsou především první zatáčky. To, jak se „položí“, určuje, zda pak bude spojení zkreslené.
Přiložením vnitřního závitu je díl fixován nehybně. Pokud se jedná o malý kousek, můžete jej upnout do svěráku. Pokud je dlaha velká, zajistěte její nehybnost dostupnými metodami, např. fixací tyčemi. M
Závitník se zasune do otvoru tak, aby jeho osa byla rovnoběžná s osou otvoru. S malým úsilím, kousek po kousku, se začnou kroutit daným směrem. Jakmile ucítíte, že se odpor zvýšil, vyšroubujte kohoutek zpět a zbavte jej třísek. Po vyčištění proces pokračuje.
Proces řezání fotografií
Při řezání závitu ve slepém otvoru by jeho hloubka měla být o něco větší, než je požadováno – tento přebytek by měl zahrnovat špičku závitníku. Pokud to není konstrukčně možné, špička kohoutku se odřízne. Zároveň se nehodí k dalšímu použití, ale jiné východisko není.
Aby byly závity kvalitní, používají se dva závitníky nebo matrice – hrubovací a dokončovací. První přihrávka se provádí jako hrubá přihrávka, druhá jako dokončovací přihrávka. Existují také kombinovaná zařízení pro nanášení nití. Umožňují vám dělat vše v jednom průchodu.
Další praktický tip: abyste zabránili vnikání třísek do pracovního prostoru, otočte při řezání jednu celou otáčku po směru hodinových ručiček a pak půl otáčky proti směru hodinových ručiček. Poté vraťte nástroj na místo, kde jste se zastavili, a znovu proveďte jednu otáčku. Takto pokračujte až do požadované délky.
Tabulky pro výběr průměru vrtáku pro řezání závitů
Při výrobě vnitřního závitu je pro něj předvrtán otvor. Nerovná se průměru závitu, protože při řezání se část materiálu neodebírá ve formě třísek, ale je vytlačována, čímž se zvětšuje velikost výstupků. Proto je před aplikací nutné zvolit průměr vrtáku pro závit. To lze provést pomocí tabulek. Jsou k dispozici pro každý typ závitu, ale zde jsou ty nejoblíbenější – metrické, palcové, trubkové.
Metrický závit Palcový závit Trubkový závit
Průměr závitu, palce Stoupání závitu, mm Průměr vrtáku, mm Průměr závitu, palce Stoupání závitu, mm Průměr vrtáku, mm Průměr závitu, palce Průměr otvoru závitu, mm