Jak správně vést elektrodu při svařování?
Byt, a zejména soukromý dům, potřebuje pravidelnou údržbu a opravy. Domácí kutil musí být všeobecný, schopný vykonávat mnoho různých úkolů. Mistři proto chtějí ovládat co nejvíce technologií.
Jednou z nejžádanějších dovedností je schopnost provádět svářečské práce. Praxe ukazuje, že elektrické svařování je nejvhodnější pro začátečníky – technologie je jednoduchá a přístupná každému, kdo se ji chce naučit používat. Než začnete metodu zvládat, měli byste se seznámit s teoretickými aspekty problematiky, souhlasíte?
Všechny potřebné informace jsou podrobně popsány v našem článku. Popsali jsme princip fungování elektrického svařování a uvedli, které zařízení je nejlepší zvolit pro práci doma. Kromě toho článek poskytuje krok za krokem technologii svařování dílů, způsoby vytváření švů a také uvádí možné vady spojů.
Co je elektrické svařování?
Elektrický je jedním ze způsobů svařování, kdy se k ohřevu a následnému tavení kovů používá elektrický oblouk. Teplota posledně jmenovaného dosahuje 7000 °C, což je mnohem více než bod tání většiny kovů.
Proces elektrického svařování probíhá následovně. Pro vytvoření a udržení elektrického oblouku je proud přiváděn ze svařovacího zařízení do elektrody.
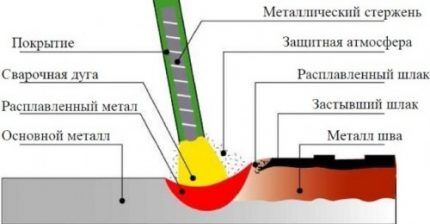
Během procesu svařování se základní kov a kovové jádro elektrody roztaví a smíchají, čímž vznikne pevný a nerozbitný svar (+)
Když se tyč elektrody dotkne svařovaného povrchu, protéká svařovací proud. Pod jeho vlivem a vlivem elektrického oblouku se elektroda a kovové hrany svařovaných prvků začnou tavit. Z taveniny, jak říkají svářeči, vzniká svarová lázeň, ve které se roztavená elektroda smíchá se základním kovem.
Roztavená struska plave na povrch vany, která vytváří ochranný film. Po vypnutí oblouku se kov postupně ochladí a vytvoří šev pokrytý vodním kamenem. Po úplném vychladnutí se materiál vyčistí.
Ke svařování lze použít nekonzumovatelné i tavné elektrody. V prvním případě se do taveniny zavádí přídavný drát, aby se vytvořil svar, ve druhém to není nutné. K vytvoření a následnému udržení elektrického oblouku se používá speciální zařízení.
Dovednosti v oboru svařování v domácích podmínkách jsou vyžadovány pro provádění široké škály prací:
Schopnost obsluhovat svařovací stroj a vytvářet rovnoměrné, silné švy v každodenním životě bude zapotřebí při stavbě rámů pro skleníky, garáže, přístavky, letní sprchové kabiny a skladové budovy.
Výztužné prvky rámu z tyčí o průměru větším než 12 mm je lepší spojovat svařováním. Drátěné pletení není vždy schopno udržet požadovanou zátěž
Pomocí svářečky můžete vyrobit originální plot pro květinovou zahradu nebo základ pro plot, který ochrání prostor před nežádoucími návštěvníky
Užitečné znalosti a dovednosti budou vyžadovány pro ty, kteří se rozhodnou nainstalovat kovové schodiště nebo zcela vstupní skupinu s baldachýnem na rám z úhlové nebo profilové trubky
Konstrukce kovového rámu skleníku
Montáž výztužné sítě pro základ
Výroba velkých a malých plotů
Výstavba schodišť a vstupních skupin
Co potřebujete doma svařit?
K provedení práce budete nejprve potřebovat svařovací stroj. Existuje několik jeho odrůd.
Pojďme se rozhodnout, kterému dát přednost.
- Svařovací generátor. Charakteristickým rysem je schopnost generovat elektrickou energii a používat ji k vytvoření oblouku. Bude se hodit tam, kde není zdroj proudu. Má působivé rozměry, takže není příliš pohodlné používat.
- Svařovací transformátor. Zařízení převádí střídavé napětí přiváděné ze sítě na střídavé napětí jiné frekvence, které je nutné pro svařování. Zařízení jsou snadno ovladatelná, ale mají značné rozměry a negativně reagují na možné přepětí v síťovém napětí.
- Svařovací usměrňovač. Zařízení, které převádí napětí přiváděné ze sítě na stejnosměrný proud nezbytný k vytvoření elektrického oblouku. Jsou kompaktní a vysoce účinné.
Pro práci doma je vhodnější usměrňovač invertorového typu. Obvykle se jim říká jednoduše invertory. Zařízení má velmi kompaktní rozměry. Při práci je zavěšena na rameni. Princip fungování zařízení je poměrně jednoduchý.
Převádí vysokofrekvenční proud na stejnosměrný proud. Práce s tímto typem proudu zajišťuje nejvyšší kvalitu svaru.

Svařovací generátor může pracovat v nepřítomnosti sítě. Generuje proud sám. Systém je velmi těžkopádný a dost obtížně se s ním pracuje.
Střídače jsou ekonomické a fungují z domácí sítě. Navíc se s nimi lépe pracuje začátečníkovi. Jsou extrémně snadno použitelné a poskytují stabilní oblouk.
Mezi nevýhody střídačů patří vyšší cena než u jiných zařízení, citlivost na prach, vlhkost a přepětí. Při výběru invertoru pro domácí svařování věnujte pozornost rozsahu hodnot svařovacího proudu. Minimální hodnota je 160-200 A.
Dodatečné funkce vybavení mohou nováčkům usnadnit práci.
Mezi těmito příjemnými „bonusy“ stojí za zmínku:
- Hot Start – což znamená zvýšení počátečního proudu dodávaného v okamžiku zapálení svařovacího oblouku. To výrazně usnadňuje aktivaci oblouku.
- Anti-stick — automaticky snižuje svařovací proud, pokud se tyč elektrody zasekne. To usnadňuje stahování.
- Arc Force – zvyšuje svařovací proud, pokud je elektroda přivedena k obrobku příliš rychle. V tomto případě k lepení nedochází.
Kromě jakéhokoli typu svářečky budete potřebovat elektrody. Nejlepší je vybrat jejich značku pomocí speciální tabulky, která uvádí typ svařovaného materiálu.
Dále budete potřebovat svářečskou kuklu. Nejlepší je ten, který jde na hlavu. Modely, které je třeba držet v ruce, jsou extrémně nepohodlné.

Při práci se svařováním je třeba nosit pouze ochranný oblek. Speciální maska ochrání oči před ultrafialovým zářením a potřísněním, silný oblek a plátěné rukavice zabrání popálení.
Maska může mít jednoduché tónované sklo nebo takzvaný „chameleon“. Druhá možnost je výhodnější, protože když se objeví oblouk, sklo automaticky ztmavne.
Je nutné pracovat pouze ve speciálním oděvu, který chrání před postříkáním a ultrafialovým zářením. Mohou to být silné bavlněné kombinézy, boty nebo vysoké boty, plátěné nebo pogumované rukavice.
Technologie elektrického svařování
Je lepší se naučit, jak správně svařovat díly pomocí elektrického svařování pod vedením zkušených svářečů. Pokud to z nějakého důvodu nefunguje, můžete to zkusit sami. Nejprve musíte správně uspořádat své pracoviště. To je velmi důležité, protože svařování je vysokoteplotní a tudíž požárně nebezpečný proces.
Chcete-li pracovat, musíte si vybrat pracovní stůl nebo jakoukoli jinou základnu z nehořlavého materiálu. Dřevěné stoly a podobné výrobky jsou přísně zakázány. Je vhodné, aby v blízkosti místa, kde bude svařování prováděno, nebyly žádné hořlavé předměty.
Ujistěte se, že máte blízko sebe kbelík s vodou, abyste eliminovali možné požáry. Kromě toho musíte určit bezpečné místo, kde budou uloženy zbytky použitých elektrod. I ten nejmenší z nich může způsobit požár.

V prodeji najdete svařovací elektrody různých průměrů. Požadovaná velikost tyče se volí na základě tloušťky svařovaného kovu
Pro první nezávislé švy musíte připravit zbytečný kus kovu a vybrat pro něj elektrody. Odborníci v takových případech doporučují použít tyče o průměru 3 mm. Menší průměr se používá pro svařování tenkých plechů, od kterých je nepohodlné se učit. Elektrody s větším průměrem vyžadují zařízení s vysokým výkonem.
Začneme odizolováním oblasti kovu, kde bude umístěn šev. Neměla by být žádná rez nebo jakékoli znečištění.
Po přípravě dílu vezměte elektrodu a vložte ji do svorky svářečky. Poté vezmeme „uzemňovací“ svorku a pevně ji připevníme k dílu. Znovu zkontrolujeme kabel. Měl by být zasunutý do držáku a dobře izolován.
Nyní je třeba zvolit výkon provozního proudu pro svářečku. Volí se podle průměru elektrody. Na panelu svařovacího zařízení nastavíme zvolený výkon.
Dalším krokem je zapálení oblouku. K tomu je potřeba přivést elektrodu k dílu pod úhlem asi 60° a velmi pomalu s ní pohybovat po základně. Měly by se objevit jiskry. Jakmile k tomu dojde, lehce se dotkněte části s elektrodou a ihned ji zvedněte do výšky maximálně 5 mm.

Svařovací invertor je připraven k použití. Jsou k němu připojeny dva kabely: jeden se svorkou pro elektrodu, druhý se zemnící svorkou
V tomto okamžiku se rozbliká oblouk, který je nutné udržovat po celou dobu provozu. Jeho délka by měla být 3-5 mm. Toto je vzdálenost mezi koncem elektrody a obrobkem.
Při udržování oblouku v provozním stavu si musíte pamatovat, že během provozu elektroda vyhoří a zkrátí se. Pokud se elektroda dostane příliš blízko k obrobku, může dojít k přilepení. V tomto případě jej musíte mírně vychýlit do strany. Oblouk se nemusí zapálit napoprvé. Možná není dostatečný proud, pak je třeba ho zvýšit.
Poté, co se začínající svářeč naučil zapálit oblouk a udržet jej v provozním stavu, můžete začít svařovat housenku. Toto je nejjednodušší ze všech operací. Zapálíme oblouk a začneme velmi hladce a opatrně pohybovat elektrodou podél budoucího švu.
Současně provádíme kmitavé pohyby připomínající srpek s malou amplitudou. Zdá se, že „hrabeme“ roztavený kov směrem ke středu oblouku. Tímto způsobem byste měli získat rovnoměrný šev, který vypadá jako váleček. Bude na něm malý vlnovitý kov prověšený. Po ochlazení švu je třeba do něj zaklepat váhu.
Techniky obloukového svařování – metody svařování
Chcete-li získat vysoce kvalitní šev, musíte se naučit, jak udržovat a následně pohybovat obloukem. Na kvalitu má vliv především délka elektrického oblouku. Pokud je větší než 5 mm, pak se považuje za dlouhý.
V tomto případě dochází k nitridaci a oxidaci roztaveného kovu. Vystřikuje po kapkách, čímž se šev stává pórovitým a není dostatečně pevný. Pokud je oblouk příliš krátký, může dojít k nedostatečnému průniku.
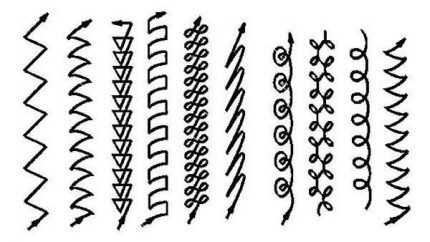
Elektrodová tyč se může pohybovat po různých trajektoriích. Se zkušenostmi si každý svářeč vybere „svou“ variantu nebo častěji kombinaci několika pohybů
K provádění svařování se používají různé techniky. Podívejme se podrobně na ty hlavní.
Podle polohy svarů v prostoru se všechny dělí do 4 skupin: horizontální, vertikální, spodní, stropní. Spodní se provádějí na podlaze nebo podobné konstrukci, stropní na stropě, svislé a vodorovné na stěnách v odpovídajících směrech
Podle průřezu a typu spoje se všechny svary dělí na koutové a tupé. Tupé spoje jsou charakterizovány hloubkou švu, rohové spoje jsou charakterizovány šířkou, nohou a hloubkou švu
Rameno koutového svaru je minimální vzdálenost od jednoho ze spojovaných prvků k hranici švu. Pokud je šev na několika místech přerušen, vezměte nejmenší hodnotu
Zaoblené povrchy jsou svařovány pomocí horizontálních nebo vertikálních švů. Vyznačují se hloubkou svařování a tvarem švu
Stát se dobrým svářečem není snadný úkol. To ale znamená zajistit si práci, která je žádaná, zajímavá a dobře placená. V našem článku najdete podrobný a podrobný popis podstaty procesu a jak začít svařovat sami, ať už je to plot, garáž nebo skleník.
Základy elektrického svařování

Pojďme se tedy blíže podívat na to, kde je nejlepší začít, neboli obloukové svařování pro začátečníky.
Nejprve stručně pochopíme teorii svařování. Abyste pochopili podstatu procesu, musíte nejprve rozluštit několik termínů:
Svařovací oblouk je dlouhotrvající elektrický výboj (vytvořený pomocí svářečky), který existuje díky udržovanému elektrickému poli a taví plochu spojovaného prvku. Teplota svařovacího oblouku je velmi vysoká, pohybuje se od 6000 do 8000 °C.
Délka oblouku je vzdálenost od konce elektrody k obrobku. Délka oblouku je:
- krátké – 1-1,5mm;
- normální-1,5-2mm;
- dlouhé – více než 3 mm.
Použití krátkého oblouku je efektivní. Tak je zajištěna dobrá ochrana a nízký tepelný příkon při svařování. Čím delší je délka oblouku, tím horší je ochrana a vyšší napětí na oblouku a v důsledku toho vyšší teplota švu.
Zvýšená teplota svaru může vést k přehřátí kovu. Následné deformace a v případě legovaných ocelí vyhoření legujících složek.
Elektroda je kovová tyč, na kterou je nanesena vrstva jednoho nebo druhého povlaku pro zlepšení jejích vlastností. Během svařování se jádro elektrody roztaví a vytvoří šev. Jsou připojeny ke svařovacímu stroji a přes něj je přiváděn proud do svařovaného prvku.
Jaké elektrody se používají?
- se základním nátěrem
- potaženo kyselinou
- elektrody potažené celulózou
- rutilové potažené elektrody
Průměr elektrod se volí podle tabulky poskytnuté výrobcem (obvykle je uvedena na obalu), volí se podle tloušťky obrobku.
Svarová lázeň je úsek spojovaného prvku, který se při svařování roztaví, kde dochází ke smíchání částic prvku a roztavené elektrody.
Teplota svarové lázně je vyšší než teplota tavení svařovaného kovu obvykle přebytek nad teplotou tavení 100-500°C.
Jak funguje svařování stavnou elektrodou?
Proces probíhá tímto způsobem: zapálí se oblouk, kov spojovaného dílu a elektrody se roztaví a promíchá ve svarové lázni, a když se roztavený kov ochladí, vytvoří se svar. Čím vyšší je svařovací proud, tím hlouběji je kov roztaven (penetrace).
Obloukové svařování lze provádět pod vlivem stejnosměrného (DC) a střídavého proudu (AC).
Proces prováděný na střídavý proud se v praxi používá poměrně zřídka kvůli skutečnosti, že hoření oblouku je nestabilní. Silný plech se v zásadě svařuje střídavým proudem, protože právě se střídavým proudem je možné dosáhnout nejvyšší teploty potřebné pro tavení dílů.
Je také nepostradatelný v případě svařování magnetizovaného kovu, protože v tomto případě je vyloučeno použití stejnosměrného proudu. Potřebné vybavení je transformátor a specializovaný svařovací stroj.
Nejběžnější je proces stejnosměrného proudu, protože svařovací oblouk během procesu hoří stabilněji, což umožňuje získat šev s menší námahou a také u tohoto typu svařování vzniká méně rozstřiku, což také zjednodušuje práci svářeče. Zařízení vyžaduje usměrňovač nebo měnič.
Označení typů svařování
Často se začátečníci ve svařování setkávají s různými označeními typů svařování MMA, MIG, MAG, TIG. Co tato písmena znamenají? Podívejme se blíže na každý z uvedených typů.
MMA je ruční obloukové svařování stavnou tyčovou elektrodou. Jedná se o nejjednodušší typ svařování, používaný jak v průmyslu, tak v každodenním životě.

MIG je mechanizované obloukové svařování v inertním plynu. Drát se používá jako tavící přísada.
MAG je obloukové svařování v prostředí aktivního plynu s tažnou drátovou elektrodou.
MIG/MAG je ve srovnání s MMA nejproduktivnější.

TIG je obloukové svařování netavitelnou elektrodou v prostředí inertního plynu. Jak už z názvu vyplývá, používají se k němu wolframové elektrody, které mají velmi vysoký bod tání (více než 3000°C).
Uveďme si hlavní výhody:
- Nízká cena materiálů a svařovacích zařízení;
- lze provádět v různých polohách;
- Široká škála kovů;
- Lze provádět ve stísněných prostorách;
Uvádíme hlavní nevýhody:
- Na kvalitu svaru má silný vliv profesionalita umělce;
- Přítomnost významného uvolňování škodlivých látek, kterým je svářeč vystaven;
- Nízká produktivita;
- Vychýlení oblouku v důsledku magnetizace kovu
Co je potřeba pro provoz střídače
Svařovací stroj invertorového typu nebo zdroj energie nezbytný k vytvoření svařovacího oblouku. Různých výrobců a značek měničů je obrovské množství, samozřejmě se ceny za měniče výrazně liší.
Princip činnosti všech měničů je však stejný, existují rozdíly v charakteristikách proudového napětí a kvalitě zařízení.
Chcete-li začít, potřebujete:
- Svářečka;
- elektrody;
- Maska;
- Svářečské kamaše;
- Pracovní oděvy (župy) a bezpečnostní obuv
- Svářečské kladivo
- Kovový kartáč
Pokud se rozhodnete vyzkoušet sami poprvé, vyberte si levné materiály a nástroje. Pro školení je vhodný svařovací invertor střední ceny (lze zapůjčit), 3mm elektrody a maska Chameleon.
Jak správně svařovat kov

Pro správné provedení procesu je nutné prostudovat a provést krok za krokem všechny níže popsané operace.
Je také nutné pamatovat na to, že začátečník potřebuje především sledovat kvalitu práce, důkladnost operací a rozvoj dovedností, nikoli rychlost práce.
První fází je tedy příprava:
- Shromažďujeme všechny potřebné nástroje a vybavení, oblékáme si speciální oblečení;
- Okraje dílu očistíme a odmastíme;
- připojte elektrodu;
- Provádíme předmontáž pomocí cvočků; Velikost cvočků může být různá, obvykle se cvočky vyrábí 10-50 mm, nebo ve formě hrotů (pro malé díly).
Pokud jde o práci s trubkami, délka přichycení by měla být alespoň 2-5násobek tloušťky stěny trubky.
Druhou fází je svařování prvků. Proces začíná zapálením oblouku. Existují dva hlavní způsoby:
1. – dotykem: svařovací oblouk se zapálí krátkým dotykem kovového povrchu, je důležité oblouk okamžitě odstranit, aby nedošlo k přilepení;
2. – úderem: svařovací oblouk se zapálí, když se drží (jako zápalka) přes povrch kovu. Tato metoda je výhodnější, protože ztěžuje lepení kovu, ale není vždy použitelná kvůli stísněným podmínkám.
Důležitým bodem při svařování je sklon elektrody.
Pokud se naučíte správně držet elektrodu, můžete se vyhnout mnoha nepříjemným následkům. Existují tři hlavní ustanovení:
1. Úhel dopředu – svařovací oblouk se odchýlí od normálu o 30-60 stupňů, čímž se svírá ostrý úhel mezi obloukem a švem. V této poloze se provádějí horizontální i vertikální švy, stropní švy a spojují se trubky bez možnosti otáčení trubky během svařování.
2. Úhel vzad – svařovací oblouk je odchýlen od normály o 30-60 stupňů, čímž se svírá tupý úhel mezi obloukem a švem. Tato poloha je vhodná pro rohové a tupé spoje.
3. V pravém úhlu – mezi obloukem a švem je vytvořen úhel 90 stupňů. Tato poloha je nejčastěji použitelná na těžko dostupných místech.
Pohyby elektrod při svařování
Pro získání kvalitního švu je nesmírně důležité, jaká bude trajektorie pohybu.

Existují různé způsoby:
- Kruhové nebo eliptické – se svislým kloubem. Při provádění procesu tímto způsobem se oba okraje rovnoměrně zahřívají a vaří. Krouživými pohyby samy vytlačují strusku z lázně.
- Trojúhelníkové pohyby. Pohyb po trajektorii trojúhelníku se nejčastěji využívá u koutových svarů. Stejně jako u kruhových zajišťuje dobré zahřátí okrajů a proniknutí kořene švu. Tato metoda se často používá při spojování dílů nad 6 mm.
- Zapojení elektrody po dráze ve tvaru Z. Je lepší použít pro díly s tloušťkou stěny menší než 6 mm. Charakteristické pro provádění procesu ve spodní poloze a end-to-end.
Svařovací polohy
Rozlišují se následující polohy: spodní, horizontální, vertikální a stropní.
Náročnost práce při různých prostorových polohách švu se výrazně liší. Nejjednodušší se považuje za provedení ve spodní poloze, díly jsou dole a svářečka je nad nimi. Právě s těmito švy by měl začít někdo, kdo ještě nepracoval.
Protože roztavený kov nevytéká ze svarové lázně, což značně usnadňuje proces svařování.
Dalšími nejobtížnějšími jsou horizontální a vertikální švy. Při provádění vertikálních a horizontálních švů pomocí svařování elektrickým obloukem jsou spojené prvky ve svislé poloze.
V této situaci hrozí únik taveniny ze svarové lázně, a proto musí být kvalifikace svářeče vyšší. Pro dosažení dobrého výsledku v této poloze je nutné provést proces na krátkém oblouku a také použít elektrody se speciálním povlakem, který zabraňuje úniku kovu.
Při provádění vertikálního švu je vhodné provádět proces zdola nahoru, aby se vytvořil krok, který zabraňuje vytékání kovu. Posouvání elektrody shora dolů je přípustné, ale může to mít za následek zhoršení kvality švu v důsledku úniku kovu a také neproniknutí švu.
Stropní poloha je považována za nejobtížnější, protože kromě toho, že je fyzicky obtížné udržet ruku nad sebou po dlouhou dobu, je také obtížné zajistit správnou kvalitu švu.
Aby každý svářeč pochopil, jak svařovat stropní šev, potřebuje praxi. Pro provedení práce, která se nemusí převařovat, doporučujeme zvolit elektrody se základním povlakem a proces také vést krátkým obloukem při nízkém napětí.
Schopnost provádět stropní švy je považována za známku kvalifikovaného svářeče.
Hlavní chyby

Nyní, když jsme se zabývali hlavními body při provádění práce, pojďme mluvit o běžných chybách spojených s používáním elektrod a také o tom, jak jim předcházet.
Neschopnost správně držet svařovací oblouk. To vede k nerovnoměrnému tavení kovu. Výsledkem jsou popáleniny, hrubé šupiny a další vnější vady.
Použití nevysušených elektrod. To povede k velkému množství pórů. Svařovací materiály je důležité skladovat na suchém místě.
Délka dlouhého oblouku. Tato chyba může vést k vyhoření a vzhledu pórů.
Rychlost pohybu elektrody. V důsledku toho může dojít k nedostatečné penetraci nebo prověšení. Záleží na tom, zda proces běží rychleji nebo pomaleji, než je optimální hodnota. Svářeč volí rychlost svařování a sílu proudu individuálně. Někdo vaří rychle a používá více proudu. Někteří lidé naopak nastavují méně proudu pomaleji. To přichází se zkušenostmi. Na začátku je potřeba dodržovat doporučené hodnoty.
Úhel náklonu. Hloubka průniku do značné míry závisí na úhlu sklonu. Tenký kov je svařen pod úhlem dopředu.
Tipy pro začínajícího svářeče
- Před zahájením práce se připravte.
- Nezapomeňte očistit svařované prvky od nečistot a rzi, oleje, barvy a prachu.
- Práce lze provádět pouze v ochranných pomůckách (maska, kombinéza, bezpečnostní obuv), jinak je velmi pravděpodobné zranění při práci.
- Elektrody vybíráme pro každý materiál individuálně. Nevaříme vše s vůní.
- Elektrody sušíme (někdy je můžete nahřát řezačkou, ale je lepší to udělat v troubě, jak se má).
- Zvláštní pozornost věnujte výběru režimu.
Odpověděli jsme tedy na otázku, jak svařovat kov. Pokud máte stále nějaké dotazy týkající se svařování obecně nebo jak vyrobit konkrétní kovovou konstrukci, rádi vás uvidíme na našich webových stránkách mrmetall.ru, vždy dostanete odpovědi, které vás zajímají, a také něco objevíte nové a užitečné pro sebe a zajímavé věci ve světě svařování.