Jak se provádí ohýbání trubek?
Kovové trubky jsou vyráběny a dodávány v rovných sudých délkách. Ale mnoho trubek v reálných provozních podmínkách má různé úhly ohybu. K vyřešení tohoto problému se používá jak specializované vybavení, tak domácí variace. Některé trubky lze ohýbat pomocí dostupných nástrojů.
Jaké typy ohýbaček trubek existují?
Ohýbačky trubek lze klasifikovat podle způsobu ohýbání a typu ovládání ohýbacího mechanismu.
Podle způsobu ohýbání se dělí na:
- Odpružená. Tuto metodu lze použít pro měkké materiály, jako je plast. Pružina se navlékne na trubku a díky ní můžete udělat hladký ohyb a přitom chránit oblast ohybu před deformací.
- Kuše. Trubka je upevněna třemi držáky, z nichž jeden pohyblivý tvoří ohyb a další dva drží výrobek.
- Segmentové. Tento typ se tak nazývá, protože jeho konstrukce obsahuje segment, který zrcadlí tvar ohýbané trubky a ohýbá se do drážky tohoto segmentu.
- Dornovy. U tohoto typu je uvnitř trubky umístěna výplň, která stabilizací procesu ohýbání pomáhá získat správné tvary.

Podle typu použitého mechanismu jsou ohýbačky trubek:
- Manuál. Ohýbání se provádí působením sil operátora. Používá se především na válcovaný kov, který se snadno ohýbá – malý průměr, tenká stěna, měkký materiál. Umožňuje pracovat v nepřítomnosti elektřiny.
- Hydraulické. Ohýbání probíhá pomocí hydrauliky a liší se rychlostí.
- Elektromechanické. Používá se ve výrobě a poskytuje vysokou přesnost a rychlost.
- Hybridní. Kombinuje vlastnosti hydraulických a elektromechanických ohýbaček trubek.
Pomocí specializovaného zařízení je ohýbání velmi pohodlné a rychlé. Ne vždy je ale k dispozici a je drahý. Proto se ohýbání pro vlastní potřeby velmi často provádí vlastníma rukama, pomocí improvizovaných prostředků nebo pomocí domácího vybavení.
Ohýbání s nebo bez domácího vybavení
- Ohýbání pomocí zvedáku
Tato možnost je běžná, protože zvedák je velmi oblíbený nástroj, který má většina motoristů. Je ideální pro ohýbání válcovaného kovu doma. Princip fungování této metody je podobný ohýbačce trubek kuše. Trubka je upevněna ve třech bodech, z nichž dva jsou dorazy a třetím je zdvihací tyč.
- Použití úhlové brusky (brusky) k ohýbání profilových trubek
Tato metoda pracuje s profilem obdélníkového průřezu. Podél tří stěn je provedeno několik řezů, čtvrtá zůstává nedotčená. Kvůli vzhledu řezů se trubka snadno ohýbá, po které jsou řezy svařeny a broušeny.
- Domácí válečková ohýbačka trubek
Vynikající pro vytváření ohybů velkých průměrů na profilových trubkách. Je pro ně vhodné ohýbat například trubku do skleníků. Kus kovu je upevněn na válečky, lisován a válcován. Poté se znovu lisuje a znovu válcuje. Výsledkem je velký, jednotný poloměr ohybu.
Pomocné metody ohýbání trubek
Do potrubí je umístěna výplň, která vyplní vnitřní prostor. V tomto případě jsou konce pevně utěsněny, k tomu lze použít svařování. Použití výplně umožňuje „opravit“ vnitřní objem. Při ohýbání se vyhněte vzhledu „vlny“ nebo „vlnění“ na vnitřní straně rohu a udělejte ohyb hladší. Jako plnivo se často volí čistý křemičitý písek.
- Teplo. Zvýšení tažnosti kovu při ohýbání
Zahřátý kov měkne, čím vyšší je jeho teplota. Kov trubek se zahřívá pomocí plynových hořáků, indukčního ohřevu a jakékoli jiné dostupné metody. Teplota ohřevu závisí na kovu. Nízkolegovaná a běžná standardní ocel se zahřívá až na ~500 stupňů Celsia.
Pomocí těchto metod můžete ohýbat kovovou trubku vlastníma rukama doma bez použití specializovaného zařízení a dosáhnout dobrých výsledků.

Zařízení pro antikorozní nátěry potrubí
Ohýbání trubek za tepla
Existují tři hlavní způsoby ohýbání trubek v horkém stavu: s ohřevem vysokofrekvenčními proudy; hladké s výplní a ohýbání se záhyby (vlnky) bez výplně. Poslední dvě metody mají nízkou produktivitu, vysokou pracnost a vyžadují velké výrobní plochy, proto se používají ve výjimečných případech, kdy jiné metody nejsou možné.
V poslední době se ohýbání trubek s ohřevem vysokofrekvenčními proudy (HFC) stále častěji provádí ve skladech a továrnách na nákup trubek. Podstata tohoto způsobu ohýbání spočívá v kontinuálním sekvenčním zónovém ohýbání malého úseku trubky, ohřívaného v induktoru působením rychle se střídajícího elektromagnetického pole vytvářeného vysokofrekvenčními frekvencemi. trubka 1 (obr. 58) nainstalované mezi vodicími válečky 2 a zajištěné ve svorkách, kterým je udělován podélný pohyb. Trubka je posouvána přes vnitřní prstencový induktor 3, připojen k transformátoru, který je napájen strojově generovaným HDTV generátorem. Při průchodu induktorem se jednotlivé úseky potrubí (na tomto obrázku jedná o úsek 4) postupně zahřátý na 900-1160 °C, tj. na teplotu, při které se kov stává nejtažnějším. Část potrubí přímo za induktorem (toto je sekce 5) je chlazena vodou na 200-300 °C ze speciálního prstencového zařízení induktoru. Přední konec trubky spočívá na speciálním ohýbacím válečku 6, pod jejichž vlivem dochází k zónovému ohybu. Celá ohybová síla přenášená válečkem tedy vede k deformaci pouze postupně se pohybujícího malého zahřívaného úseku trubky, uzavřeného mezi dvěma tuhými, relativně studenými úseky. Tím se zabrání tomu, aby byl průřez trubky oválný a aby se netvořily záhyby.
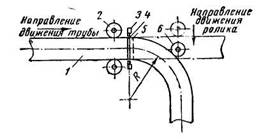
Rýže. 58. Schéma ohýbání trubek s ohřevem HDTV: 1 – ohebná trubka. 2 – vodicí válečky, 3 – induktor, 4 – ohřívací a ohýbací část trubky, 5 – chladicí zóna trubky, 6 – ohýbací válec
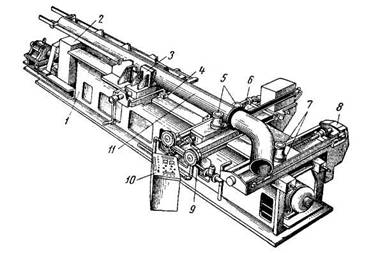
Rýže. 59. Stroj TGU-300 na ohýbání trubek s ohřevem HDTV: 1 – postel, 2 •— mechanismus podélného posuvu, 3 – upínací vozík, 4 – podpěra, 5 – vodících válečků, 6 – induktor, 7 – ohýbací válec, 8 – mechanismus křížového posuvu, 9 – chladicí systém, 10 – ovládací panel, 11 – ohebná trubka
Stroje na ohýbání trubek s ohřevem HDTV se vyrábí ve dvou modelech — 52-012 (střední model) pro ohýbání trubek se jmenovitým vrtáním od 80 do 250 mm a 52-013 (velký model) pro ohýbání trubek se jmenovitým otvorem od 125 do 400 mm, stejně jako stroje TGU-300 (obr. 59). Tento stroj je určen pro ohýbání trubek se jmenovitým vrtáním od 80 do 250 mm. Před ohýbáním je trubka instalována do svorek a vodicích válečků 5. Poté se generátor zapne: do induktoru je dodáván vysokofrekvenční proud 6 a prstencová část trubky je ohřívána. Mechanismus podélného posuvu 2 trubka se pohybuje podél osy stroje současně s mechanismem křížového posuvu 8 přítlačný válec 7 pohybuje a ohýbá trubku.
Rychlost podélného posuvu trubky se volí experimentálně; záleží na průměru a tloušťce stěny a také na výkonu HDTV generátoru. Typicky je rychlost podélného posuvu 0,3-3 mm/sec. Rychlost příčného posuvu je 0,7násobek rychlosti podélného posuvu a je určena zadaným poloměrem ohybu. Stroj je poháněn vysokofrekvenční jednotkou MGZ-102 (u středního modelu) nebo VGO-250-2500 (u velkého modelu), která je umístěna v samostatné místnosti. Výkon zařízení je 100 nebo 250 ket. Pro tloušťku stěny potrubí do 20 mm nejracionálnější je aktuální frekvence 2500 za/sec. Stroje ohýbají trubky v libovolné rovině s 3D poloměrem ohybuH a výše. Pro menší poloměry ohybu, zejména 1,5DBtloušťka stěny na vnější tvořící přímce je ztenčena téměř o 25 %, tedy více než je přípustné.
Poloměr ohybu trubky se kontroluje pomocí šablony nebo poloměrového úhloměru. Trubky lze ohýbat na strojích s libovolným poloměrem zakřivení pod úhlem ohybu větším než 180° bez výměny zařízení. Metoda ohýbání trubek s vysokofrekvenčním ohřevem je jednou z nejúčinnějších metod výroby ohýbaných prvků a sestav, zejména pro silnostěnná vysokotlaká potrubí a potrubí z legované oceli. Oproti ohýbání za studena má tyto výhody: zkracuje se čas na ustavení stroje, není potřeba objemné a drahé náhradní zařízení (ohýbací kotouče, vložky, trny), snižuje se množství ovality, možnost se tvoří záhyby (zvlnění), vytváří možnost ohýbání trubek v různých rovinách.
Nevýhodou této metody je, že není možné získat ohyby malých poloměrů (1,5 DHa 2 DH) bez ztenčování stěn; Kromě toho je vyžadována vysoká spotřeba energie.
Pro hladké ohýbání trubek za tepla s plnivem používejte pouze čistý říční písek, vysušený a prosátý přes síto s oky 1,5x × l,5 mm. Říční písek na rozdíl od horského neobsahuje cizí nečistoty, které se mohou připálit k vnitřním stěnám. Pro ohýbání je vybavena speciální plošina pro ohýbání trubek, na kterou instalují: věž s násypkou pro plnění trubek pískem, zařízení na ohřev trubek (kovárna nebo trysky), ohýbací desku, dva navijáky s nosností 5 tf pro ohýbání trubek a jeden naviják s nosností 3 tf pro zvedání a přemisťování obrobků a ohýbaných prvků.
Ohýbání trubek se záhyby se používá pro trubky o průměru 200 mm a vyšší s tloušťkou stěny nejvýše 12 m a pouze v případech, kdy je povoleno instalovat na potrubí takto ohnuté prvky. Tato metoda je levnější a jednodušší než hladké ohýbání za tepla s výplní.
Místa záhybů ve formě kosočtverců jsou na potrubí označena v množství 5-9 v závislosti na průměru potrubí. Označená místa se zahřejí plynovým hořákem do světle třešňové barvy, načež se při ohýbání vymáčkne první záhyb. Následující záhyby se provádějí stejným způsobem. Při ohýbání je jeden konec trubky zajištěn svorkou a druhý je připojen přes blok k navijáku.
1. Jak ohýbáte trubky s ohřevem HDTV?
2. Jaké jsou hlavní výhody ohýbání trubek s ohřevem HDTV?
3. Jaká provedení ohýbaček trubek jsou k dispozici?
4. Uveďte nevýhody způsobu ohýbání trubek plněných pískem a se záhyby.
Všechny materiály v sekci „Zpracování trubek“: