Jak se provádí honování válců?
Honování je forma jemného obrábění pro dosažení přesně kulatých otvorů při zachování určité kvality povrchu. Jedná se o způsob dokončování otvorů a válců, který je široce používán v průmyslu. Honování slouží v závislosti na případu obrábění k dosažení přesně definované drsnosti, povrchových struktur a také k dosažení superhladkých povrchů (to neplatí pro pracovní plochy válců spalovacích motorů).
Honovací proces probíhá za stálého kontaktu mezi povrchy nástroje a obrobku. K úběru materiálu dochází při geometricky neurčitém řezání díky brusným médiím shromážděným v honovacích kamenech (vázané zrno). Honovací kameny jsou umístěny v honovacích hlavách, které mohou být instalovány radiálně a planparalelně přes stojany nebo kuželové mechanismy; čímž se dosáhne kontaktního tlaku. Honovací nástroj se při honování pohybuje současně v radiálním i axiálním směru. To vytváří křížový rastrový vzor brusných značek charakteristický pro honování. Honování se proto také nazývá křížové broušení. V závislosti na poměru rychlosti otáčení a rychlosti posuvu se získají více či méně strmé úhly honování. Pro mazání, chlazení, odstraňování odstraněného kovu a brusných zrn při procesu honování se dodává ve velkém množství honovací olej nebo při zpracování šedé litiny emulze voda-olej.
Konečným honovacím procesem se nevyrobí pouze otvory nebo válce s požadovanými průměry a kvalitou vnitřního povrchu. Rovněž lze opravit chyby v geometrii otvorů, které vznikly při předchozím zpracování a které tedy nebylo možné odstranit. Níže jsou uvedeny nejčastější chyby tvaru a povrchu.

Porovnání honování šedé litiny s honováním hliníku
Na rozdíl od honovací šedé litiny není drsnost vnitřního povrchu válce hliníkovo-křemíkových pracovních ploch závislá na zrnitosti použitých brusných kamenů a takto dosažitelné hloubce opracování honovací struktury (křížový rastr brusných zdvihů ). Profil drsnosti je mnohem více určen velikostí zrn primárních krystalů křemíku dostupných s ALUSIL® a hloubkou jejich otevření
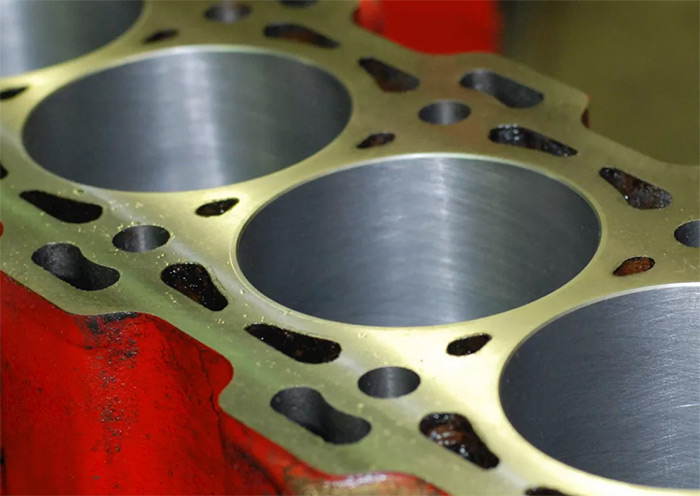
Rozdíly mezi honovaným povrchem válce ze šedé litiny a povrchem ALUSIL® jsou uvedeny níže. Obrázek 1 ukazuje reliéfní honovaný povrch ze šedé litiny a odpovídající vzor drsnosti, zatímco obrázek 2 ukazuje povrch ALUSIL® se vzorem drsnosti.
Povrchová struktura charakteristická pro pracovní plochy válce (křížový rastr brusných zdvihů) sestává z prohlubní (údolí) pro zadržování oleje a pahorků (plošin) vzniklých při honování při různých pracovních operacích. Plošiny, které jsou pracovními plochami pro pístní kroužky, se tvoří při poslední pracovní operaci, honování kopců, ořezávání vrcholů profilu. Proto jsou upínací tlak kamenů, úhel honování, zrnitost a rychlost honování důležitými parametry při honování šedé litiny pro dosažení správné topografie povrchu.
Pro dosažení perfektních výsledků při honování ALUSIL® je třeba dbát na to, aby byly krystaly křemíku čistě řezané a nebyly vytahovány z vnitřního povrchu. Toho lze dosáhnout pouze použitím vhodných honovacích kamenů a správných parametrů obrábění.
Při následném otevírání krystalů křemíku je důležitá především hloubka otevření. Při mechanickém otevírání jsou zrnka křemíku poněkud zaoblená, což má pozitivní vliv na skluz pístních kroužků. Při otevírání leptáním nejsou ostré hrany krystalů křemíku vznikající při řezání zaoblené, což při záběhu vede k mírně většímu opotřebení pístních kroužků.

Vzhledem ke složitosti tématu není v této brožuře zahrnuto honování vrtání válce ze šedé litiny. Doporučujeme proto prostudovat naši brožuru „Honování bloků válců z šedé litiny“.
S kluznými plochami válců ALUSIL® tvoří tvar a velikost krystalů křemíku integrovaných do hliníku hřebeny, po kterých kloužou písty a pístní kroužky. Vzdálenost krystalů křemíku od sebe určuje šířku a tvar profilových vybrání, přičemž hloubka otevření odpovídá hloubce profilových vybrání.
Požadavky na honovací nástroje a obráběcí kameny
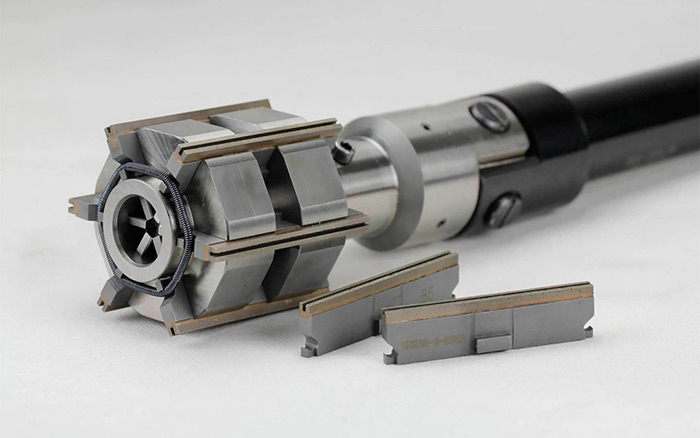
Při obrábění hliníku musí být honování i otevírání prováděno pomocí tzv. multi-stone honovacích nástrojů. Pro dosažení přesné geometrie otvoru je zapotřebí 5 až 8 obráběcích tyčí umístěných po obvodu (obr. 1). Instalace řezných kamenů se dosahuje u vícekamenných honovacích hlav pomocí středového kuželového nástavce s hydraulickým nebo elektromechanickým pohonem (obr. 3). Nejvhodnější jsou stroje, u kterých se honovací kameny usazují hydraulicky a je tak možná velmi přesná kontrola tlaku a nastavení.
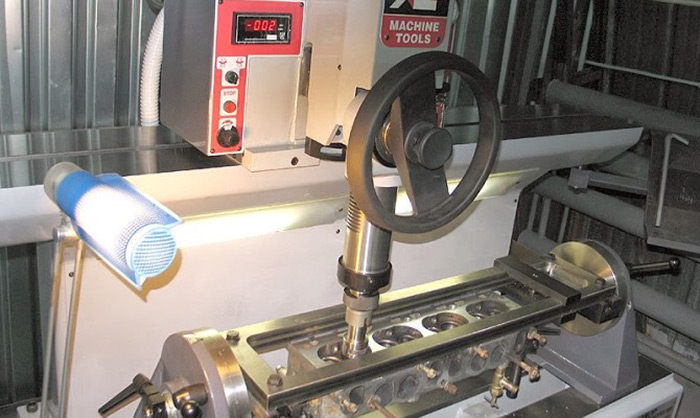
Mechanická zařízení pro ruční instalaci tyčí, jako je výše zmíněná hlava s ozubeným hřebenem (obr. 2), neumožňují instalaci s požadovanou přesností. Zvláště nízké řezné tlaky, se kterými se setkáváme při obrábění hliníku, lze jen stěží správně dávkovat a nastavovat při ruční instalaci.
Proto nejsou pro obrábění hliníku vhodné standardní honovací nástroje se dvěma nebo čtyřmi honovacími kameny, které se mechanicky vysouvají pomocí hřebenu. Tím nelze dosáhnout požadované kvality povrchu a geometrie otvoru. Navíc při honování hliníku nelze pracovat s vodícími lištami.



1. Kardanový kloub
2. Honovací nástroj
3. Prstencová pružina
4. Honovací kámen
5. Honovací hlava
6. Instalační kužel
Vzhledem ke speciálním požadavkům při honování hliníkových kluzných ploch válce se používají pouze brusné kameny s diamanty v plastické vazbě. Tvrdost diamantů zajišťuje přesné řezání křemíkových tvrdých fází integrovaných do hliníku. Plastové pojivo diamantových řezných kamenů zabraňuje známým problémům při honování hliníku keramickými řeznými kameny
I u měkkých materiálů, jako je hliník, jsou kameny samoostřící, to znamená, že diamantová vazba je dostatečně pevná, aby udržela diamanty během procesu honování, ale zároveň dostatečně měkká, aby mohla vypadnout matná diamantová zrna. Dodržením zpracovatelských parametrů nedochází k destrukci a vylamování integrovaných krystalů křemíku a povrch je optimálně připraven pro následné otevírání. Diamantové brusné kameny KS (viz kapitola „3.8 KS – nástroje pro obrábění hliníku“) byly vyvinuty a přizpůsobeny speciálně pro obrábění materiálů ALUSIL®, LOKASIL® a srovnatelných hliníko-křemíkových materiálů.
Keramické honovací kameny, tak jak jsou již řadu let používány a doporučovány pro opravy motorů, nemají dnes požadované zpracovatelské vlastnosti a také požadovanou technologickou spolehlivost. Keramické lepené brusivo z karbidu křemíku nebo korundu je málo použitelné pro přesné a čisté řezání krystalů křemíku. Vzhledem k tvrdosti krystalů křemíku není odolnost keramických brusiv proti opotřebení dostatečná pro zajištění dostatečné odolnosti pro čisté výsledky obrábění.
Pojivo brusných zrn v keramických honovacích kamenech je příliš tvrdé pro použití na kluzných plochách hliníkových válců. Samoostřící efekt keramických honovacích kamenů, jak se projevuje při honování šedé litiny vytrháváním nebo odlamováním tupých řezných zrn, při honování hliníku nenastává. V bloku zůstávají matná řezná zrna, což vede ke zvýšení řezného tlaku. Krystaly křemíku integrované ve stěně válce, které tvoří potřebnou kluznou dvojici pro pístní kroužky, nesnesou tak příliš vysoký řezný tlak, dochází k jejich vytržení a zničení. Dále v důsledku nadměrného mazání honovacích kamenů hliníkem často dochází k destrukci téměř kompletně opracovaného povrchu válce. Hliník natřený na honovací kameny má za následek spirálovité škrábance na pracovní ploše během několika otáček, což činí celý proces honování nepoužitelným.
Chladicí maziva pro honování a mechanické otevírání
Běžný komerčně dostupný honovací olej lze použít jako chladicí mazivo pro KS honování a mechanické otevírání hliníku. Jeho viskozita by měla být mezi nízkou a střední. V kombinaci se zde navrženými obráběcími kameny by se neměly používat vysoce viskózní (vysoce viskózní) honovací oleje, stejně jako emulze voda-olej.
Kvalita a stav řezné kapaliny výrazně ovlivňuje kvalitu honování. Proto byste měli vždy zajistit, aby se olej a olejové filtry vyměňovaly v pravidelných intervalech.
Honovací parametry zpracování
Na rozdíl od honování šedé litiny se honování hliníku provádí při vyšších rychlostech a nižších rychlostech posuvu. Výsledkem jsou plošší úhly. Ukázalo se, že jsou výhodné, aby byly co nejmenší, aby se zachovaly velikosti zlomů křemíku. Také řezný tlak v blízkosti honovacích kamenů je mnohem nižší než při honování šedé litiny. Odstraňovaný hliník je velmi měkký a lze jej dobře řezat diamantovými honovacími kameny. Vzhledem k nižší tvrdosti slitiny hliníku a křemíku by tlak na stěnu válce neměl být příliš vysoký. Stěna válce by pod vysokým tlakem povolila a geometrie vrtání by se zhoršila (viz „3.7.2. Geometrické chyby způsobené nesprávným opracováním válce“ k tomuto problému). Z tohoto důvodu je šířka honovacích kamenů nabízených KS jen přibližně poloviční než např. standardních honovacích kamenů na keramické bázi. Při stejném specifickém lisovacím tlaku kamenů a poloviční šířce honovacích kamenů lze snížit lisovací sílu, kterou jsou kameny přitlačovány k pracovní ploše válce, na polovinu (obr. 2). Deformacím stěny válce v důsledku příliš vysokých lisovacích sil tyčí lze účinně zabránit a omezit je.
Honování s diamantovými honovacími kameny KS musí trvat minimálně 90 sekund na vrtání válce. Kratší doba obrábění naznačuje, že lisovací tlak tyčí je příliš vysoký a je spojen s vyšším opotřebením.
Vývrty válců se honováním zahřívají. Kvůli související tepelné roztažnosti bloku válců by měla být kontrola (měření) průměrů válců prováděna až po jejich ochlazení na pokojovou teplotu.
Aby se zabránilo rozmazání kamenů a zlepšilo se mazání, měl by být proces honování na krátkou dobu přerušen každých 30 sekund zpracování. Kontakt tyče se stěnou válce musí být přerušen. Opracování by mělo pokračovat pouze tehdy, pokud jsou řezné plochy opět dobře zásobeny honovacím olejem a umyty. Aby bylo zajištěno rovnoměrné opotřebení tyčí při sériové výrobě, při obrábění každého nového vývrtu válce je směr otáčení honovacího nástroje obrácen.
Parametry zpracování honování Význam
Doporučená rychlost pro honování
Minimální rychlost pro honování
Maximální rychlost honování
Rychlost posuvu honovací hlavy v poměru k rychlosti
Všechny prvky spalovacího motoru jsou během provozu vystaveny velkému zatížení, a proto se opotřebovávají. Pro obnovení původních vlastností pohonné jednotky je nutná pravidelná údržba. Honování válce je složitý technologický proces povrchového broušení. Toto je poslední fáze generální opravy motoru.

Co je honování válců a proč je potřeba?
Při opotřebení pohonné jednotky je pozorováno zhoršení výkonu a dynamických charakteristik, klesá komprese a stoupá spotřeba paliva.
Problém často spočívá v tom, že během jeho provozu se na stěnách objevují škrábance a nerovnosti.
Abyste se zbavili takových vad, musíte provést honování. Procedura pomáhá zachovat původní tvar, eliminuje známky kuželovitosti nebo sudovitosti. Podobné efekty se často objevují po nudě.
Typy honování válců
Tento postup zahrnuje aplikaci brusiva na povrch součásti. Honování válců motoru zajišťuje požadovanou rozměrovou přesnost výrobku a požadovanou úroveň drsnosti. Často používaným brusivem je dřevo s diamantovým, bakelitovým, keramickým nebo jiným typem povlaku.
Nejběžnější typy procedur:
- Sucho. Nejhrubší zpracování, protože nepoužívá se žádné speciální mazivo.
- Elektrochemické. Docela technologický způsob zpracování. Při provádění takového honování se používají brusiva, chemická činidla a elektrický proud. To podporuje průchod oxidačních reakcí a lepší výsledky zpracování.
- Vibrační. Metoda je považována za šetrnou. Kromě abraziva se používá vibrace.
- Extruzivní. Jedná se o strojní zpracování, které spočívá v lisování speciální husté hmoty obsahující průchozí otvory abraziva.

Proces a požadavky na zařízení
V závislosti na konstrukčních prvcích může být honovací stroj vertikální nebo horizontální. Ten je považován za univerzálnější zařízení, protože umožňuje zpracování dlouhých výrobků.
Mezi hlavní součásti stroje patří:
- bydlení;
- lineární vedení;
- kočár;
- čerpadlo kapalinového chlazení;
- honovací nástroj;
- svorka;
- elektrická zařízení;
- kontrolní panel.
Mlecí kameny jsou určeny výhradně pro obrábění válců. Jejich zdroje jsou relativně malé. Výběr závisí na průměru otvorů, materiálu, ze kterého je díl vyroben, a dalších technických vlastnostech. Vyrábějí se na bakelitovém nebo keramickém podkladu.
- elbor;
- diamantové třísky;
- zelený karbid křemíku;
- bílý elektrokorund.
Bakelitové tyčinky jsou považovány za kvalitnější, protože. jsou elastické a odolné.
Během postupu se často používá speciální mazivo, které následně vede k vytvoření sulfidového filmu na povrchu, což snižuje rychlost jeho opotřebení.
Proces a vlastnosti honování válců spalovacích motorů
Při provádění generální opravy pohonné jednotky je nesmírně důležité dodržovat sled akcí.
Fáze vyvrtávání a honování
Proces opravy válce zahrnuje následující kroky:
- Nudný. Tento postup nebyl dříve proveden. Udělejte zářez 1–2 mm, odstraňte povrchovou vrstvu na 1 velikost. Nejčastěji se k tomu používá hrubé brusivo.
- Honování. Postup je navržen tak, aby obnovil požadovaný tvar a odstranil drsnost. Pomocí speciálních tyčí umístěných v hlavě, která provádí translační a reciproční pohyby, jsou eliminovány škrábance a další zjevné vady.
Nanášení honování na stěny válce
V továrně se pro konečnou úpravu používá speciální brusná pasta. Nanáší se mechanicky protlačováním přes válce pod tlakem. Kromě toho může být provedeno ošetření molybdenem.
V malých autoservisech je tato fáze často ignorována kvůli vysoké ceně spotřebního materiálu a vybavení.

Jak se zpracovávají nekruhové otvory?
Moderní honovací stroje jsou vybaveny speciálními zařízeními. Pomáhají zpracovávat i mělké, slepé otvory, stejně jako drážky a drážky.
Kromě toho lze brousit nekruhové a kónické dutiny. To je možné, protože Tyče v těchto strojích jsou umístěny ve speciální skříni, která se skládá ze 2 spojek, pneumatické komory a podložek.
Vzduch je přiváděn drážkami. Tlak způsobí přitlačení hlavice k ošetřovanému povrchu. Zároveň podložky mohou měnit úhel, což umožňuje brousit otvory i složitých konfigurací.
Ošetření válců po honování
Po ukončení broušení válce se provede kartáčování. Je zaměřen na odstranění zbytků abraziva a také otevření grafitových zrn. Během procedury se používají speciální kartáče vyrobené z nylonových nití s krystaly křemíku.
Vyplatí se pilovat sám sebe?
Tento postup je komplikovaný, ale mnozí se snaží ušetřit peníze a snaží se to udělat sami.
K tomu používají následující materiály:
- elektrická vrtačka;
- honovací tryska;
- hadry;
- olej;
- brýle na ochranu očí.
Jejich nákup často kompenzuje očekávané úspory. Každá řada motorů má rozdíly v úhlu protnutí značek honovací mřížky a rozdílný je i stupeň drsnosti.
Kromě toho je při provádění postupu nutné vzít v úvahu mnoho dalších jemností, bez kterých není možné provádět vysoce kvalitní broušení.
Proto se nedoporučuje provádět honování válců sami. To může vést nejen ke zbytečnému plýtvání úsilím a penězi, ale také způsobit kritické poškození stěn.
V tomto případě nelze díl obnovit. Je lepší kontaktovat specializované autoservis, které má potřebné vybavení a spotřební materiál.