Svařování argonem: technologie argonového oblouku, návod jak na to sami, video, foto
Chci vám říci, jak vyrobit svařování TIG nebo argonovým obloukem z jednoduché svářečky. Zároveň se pochlubte!! Mé předchozí „opusy“ inspirovaly lidi, aby je opakovali. Možná se to teď bude hodit.
Myslím, že někdo jiný udělá totéž.
Vařit s argonem už v zásadě umožňuje běžný invertor! Ale dělat to je extrémně nepohodlné! Nejprve musíte ovládat plyn, otevřít jej a zavřít, pokud je vám to líto. Druhým je udeřit obloukem!! Pokud do součásti „udeříte“ wolframovou elektrodou, rozsvítí se a vše bude svařeno! Ale zároveň trpí, elektroda hoří a utrpí kvalita oblouku. Proto k ní položí kousek grafitu, zapálí a odnesou na místo svařování. Zhášení na konci také není pohodlné, je potřeba přerušit oblouk a hořák s unikajícím plynem ponechat na vyhřívané ploše a nějakou dobu jej chránit před kyslíkem.
Teď mám pár otázek! A sakra, kdo má masky za 40 tisíc rublů. Všechna fóra jsou tichá a nesdílejí informace. YouTube s lekcemi odhalil tajemství!!
Ale vše je v pořádku!! Do měniče jsem dal spínač z 2109 s cívkou.
Toto je přepínač:
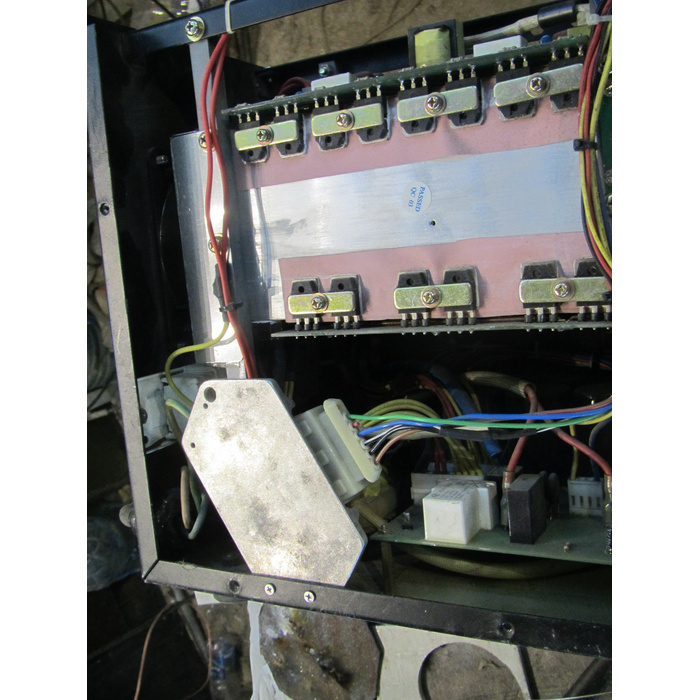
Toto je cívka 2108 vzadu, před ní je vysokonapěťový usměrňovač

Střídavý proud z cívky je usměrněn, proráží vzduchovou mezeru a touto strmou přední částí indukuje EMF v prstenci, kterým prochází proudový výstup z měniče.
V praxi se tomu říká oscilátor a při přivedení elektrody k dílu se ve vzdálenosti 3-5 mm zapálí oblouk, který se rozvine ve svařovací. Vařil jsem s takovými elektrodami mnoho let a byl jsem rád, že je nemusím tlouct o kus kovu.
Zde se toto vše hodilo, jen s tím rozdílem, že oblouk v prostředí inertního plynu se rozsvítí již od 100 milimetrů!! Prostě Tesla!! Ukaž triky.
Do měniče jsem vložil i procesor AVR, který stisknutím tlačítka na hořáku
Spravuje:
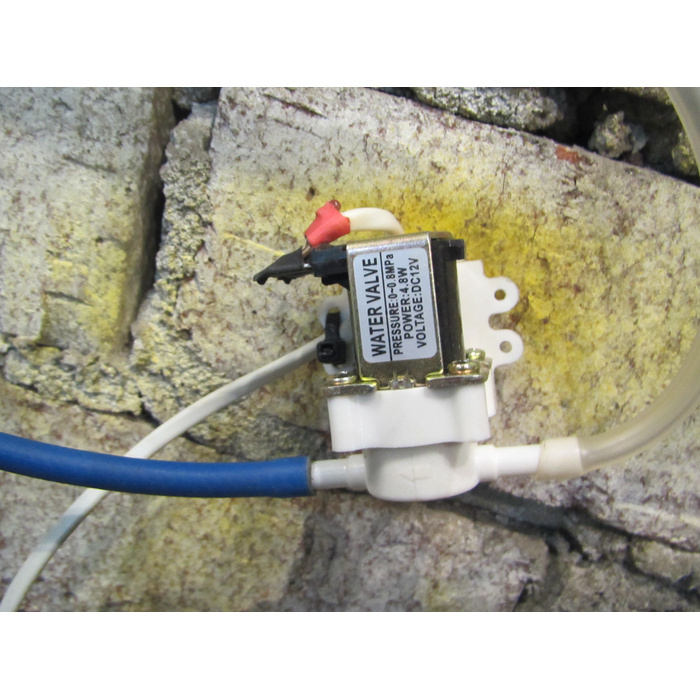
plynový ventil, ovládá oscilátor, reguluje proud svářeče plynule zvyšuje a zhasíná a uvádí střídač do nouzového režimu. Z nějakého důvodu má můj proud = 0, když je knoflík v poloze. Přesto je zde proud a oblouk hoří. A tady úplně narušuji generaci PWM. A ovládám i pípák, který mi pípá o různých režimech.
Zde je deska procesoru vpravo dole
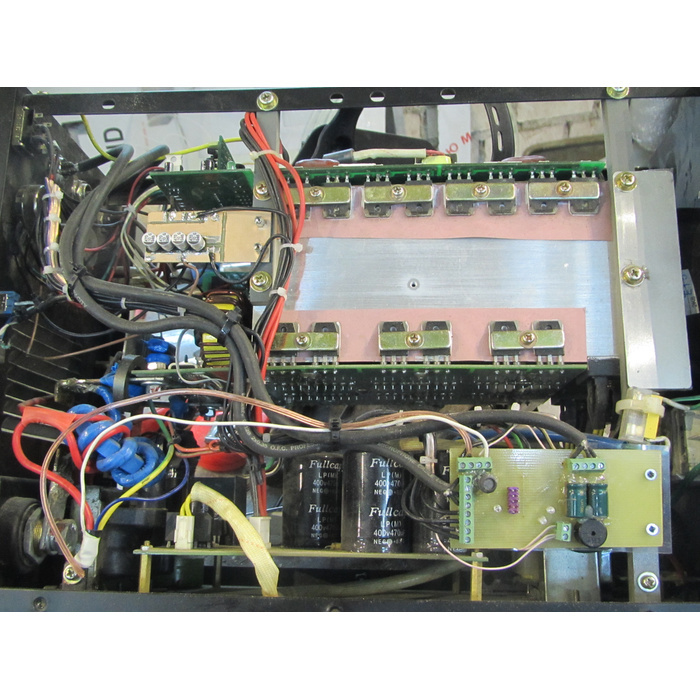
A vlevo dole je ten samý kroužek, který indukuje hrozné kilovolty s nulovým proudem na drátech od svářečky!! Proud je tak malý, že jiskry létají přímo do vašeho prstu a vy si toho nevšimnete.
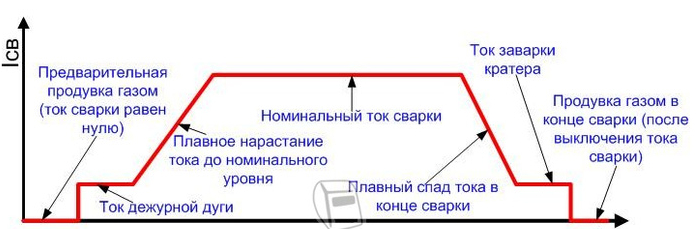
Poté je program proveden procesorem, jak je znázorněno na grafu!! Stiskl jsem tlačítko, plyn se rozjel, pak se proud postupně zvyšoval, pustil jsem, vše končí jako v grafu.
Testovací jízdy odhalily spoustu otázek!! Specialisté mlčí, jako bych se neptal!
Například na kolik sekund? Potřebujete před svařováním uvolnit plyn? Ukázalo se, že když je ventil zavřený a je před hořákem, je v potrubí tlak, a když se otevře, okamžitě je „zilch“ a pak rovnoměrný průtok 10 lmin. Čas byl zkrácen na 0.5 sekundy.
Další je čas na pracovní oblouk. Proč se to sakra ukázalo jako zbytečné, pořád nechápu proč, zatím jsem to z tohoto firmwaru odstranil!! Možná mě někdo, kdo ví, může osvětlit? . Aktuální čas náběhu!! Také jsem to snížil na 0.5 sekundy. Proč žvýkat soplíky?? Je potřeba to uvařit.
Zajímavá hodnota je i doba doznívání proudu, nechal jsem to déle, aby se po dovaření kráter v tomto místě svařil a nepropálil.
A doba, za kterou plyn vyfoukne bez oblouku, závisí na proudu a teplu součásti.
Tady je vlastně problém!! Oblouk zhasne a můj mozek odstraní hořák, maska otevře obraz a vy vidíte rozžhavené části, pamatujete si, že byste ji neměli odstraňovat.
Naprogramoval jsem pípák, aby pípal jinak!! Nejlepší je v tuto dobu krátkodobé čůrání! Myslím, že jsem na to zvyklý. Ale škola s elektrodami mocně sedí v hlavě, oblouk zhasne – konec svařování.
Zdá se, že jsem se do toho dostal, vařím nejrůznější kraviny a jsem šťastný!! Když se mi vybavila myšlenka: “Co sakra, ptám se tlačítka na hořáku, stiskl jsem ho a pojďme vařit, pustit a dovařit.”
Zároveň programově generuji všechna zpoždění.
Teď jsem to udělal jinak!! Zpoždění nyní určuji sám za pochodu.
Stiskl jsem tlačítko – plyn nastartoval, pustil – oblouk se rozsvítí s plynulým nárůstem, vaříte bez držení tlačítka, což je mnohem pohodlnější než jeho držení, stisknu podruhé – proud klesne a svařování se zastaví , po uvolnění tlačítka se přívod plynu zastaví. Nyní foukám plyn, dokud oblast svařování nevychladne. To vše je doprovázeno výškovým reproduktorem Morseovy abecedy, abyste se neztratili v režimech.
Možná ti specialisté, kteří psa v této věci zabili, poradí něco jiného.
Jak spravovat režimy.


Samotný proces svařování je 1000x příjemnější a jednodušší než elektrody!! Tady je čas lenošit! Ale zase je tu katastrofální nedostatek rukou!! Jeden má hořák a druhý má aditivum. Ovládám všechny druhy svorek a svorek. Ne vždy je možné uchopit tenký díl držením rukou bez přísady, zejména koutového svaru. Velmi tenké (vyzkoušeno 0.35) ke svaření, je potřeba mít přísadu takové tloušťky, při nízkém proudu přísada déle nataví součást, výsledkem není krásný velký šev. Také velké kusy železa je potřeba vařit s hustší přísadou, rychle dochází.
Z nějakého důvodu mám potíže svařit tenký koutový svar na tlustý! Pokud je proud dostatečně velký na roztavení tlusté části, pak sebemenší otočení oblouku směrem k tenkému okamžitě způsobí díru. Pokud je malý proud, pak se šev nelepí na tlustý, prostě odvádí všechno teplo a neroztaví se. Vsunutím přísady mezi tenkou část a oblouk – trik je dosažen!! Ale není stabilní a šev je křivý a děsivý! Zkrátka jako u všeho je potřeba se učit. A naučte se teorii!
Zde jsem svařil lednici Damroth z nerezové oceli na měsíční destilaci. Rád vařím z nerezové oceli, teče rovnoměrně ve švu.

Závěr z toho všeho. S určitým úsilím můžete použít střídač za 5 tisíc rublů. vyrobit TIG, který stojí pětkrát více.
K podpoře
1 год vzad
rovnou: nejsem svářeč
Doba proplachování (před svařováním) závisí na parametrech hořáku. argon, helium nebo jejich směs by měly naplnit plynový systém a vytěsnit veškerý kyslík. Pokud vždy používáte jeden hořák a nastavíte jeden tlak na reduktoru a jeden průtok na rotametru, můžete nastavit konstantní dobu proplachování. u průmyslových zařízení se často nastavuje od 0 do 10 s;
zapalovací proud. se nastavuje v závislosti na průměru elektrody a svařovacím proudu. Pro většinu aplikací postačuje rozsah 5-20 A. Méně problematické vzhledem k charakteristikám proudově-napěťové charakteristiky oblouku.
stát na zapalovacím proudu nemá moc smysl, pokud oblouk zapálíte ne na svědka (grafit, měď nebo i železná deska, ze které přenesete oblouk na součást);
aktuální vzestup. hladký je vyžadován, když je velký rozdíl mezi zapalovacím a svařovacím proudem. dva důvody: 1) pokud zapálíte oblouk a okamžitě přepnete na vysoký proud, elektroda může prasknout kvůli nerovnoměrnému náhlému zahřátí; 2) při prudkém nárůstu proudu působí na oblouk tlaková síla, která zvyšuje ekvivalentní odpor oblouku. pokud zdroj nemá dostatečné napětí, může dojít k přerušení oblouku. Pozoroval jsem to při nízkých proudech (méně než tři ampéry). v praxi to lze ignorovat.
Na libovolné proudy do tří set ampér obvykle stačí půlsekundový náběh – zde je lepší podívat se na konkrétní požadavky v technickém průkazu, pokud tam je;
svařování – tady není moc co říct. Můžete přidat pouze pulzní režim, kdy v pauze při nízkém proudu lázeň krystalizuje a hořák se pohybuje a v pulzu vysoký proud zajišťuje průnik. odborné zdroje takový režim mají;
pokles To je opravdu důležitá věc, pokud svařujete kritický spoj. plynulý spád zajišťuje svaření kráteru bez důlků a děr. Čas se volí v závislosti na materiálech a svařovacím proudu. v praxi téměř vždy stačí úprava 0-10 s;
ofukování (ochrana svařovací zóny po svařování). pokud neplánujete vyčistit šev, věnujte několik sekund navíc. pokud vaříte něco konkrétního, je lepší déle foukat, než to předělávat. titan se například dobře vaří v argonu, ale bez foukání snadno reaguje s kyslíkem ve vzduchu a mění se v bílý prášek. Některé věci se dokonce vaří pomocí plynu vháněného ze zadní strany švu. nebo i úplně – v řízeném prostředí, kdy je díl umístěn do evakuovaného prostoru, který se po evakuaci zaplní argonem.
o stisknutí tlačítek. v profesionálním vybavení se tomu říká
režim push-pull – stiskněte tlačítko, profoukněte, oblouk je vybuzen, počkejte několik desítek milisekund, než se oblouk stabilizuje, a začne narůstání. Pustil jsem kliku – začal pokles, oblouk se zlomil, stáli jsme požadovanou dobu v proudu vzduchu.
čtyřtaktní režim – stisk tlačítka – propláchnutí systému, zapalování. čekáme u zapalovacího proudu;
uvolněte tlačítko – proud se začal zvyšovat;
stiskněte znovu – pokles začíná. po přerušení oblouku – foukání. Navíc proudění vzduchu nekončí, dokud tlačítko neuvolníte.
ve skutečnosti je svařování permanentním argonem nejjednodušším a nejsrozumitelnějším typem svařování. vše je vidět. vše se dá celkem snadno ovládat. Charakteristika proudu a napětí a svařovací cyklus jsou jednoduché jako sklenice vodky. cena je navýšena pouze díky doplnění plynového systému a oscilátoru, což vyžaduje zavedení ochran

Argon je jedním z hlavních plynů používaných při svařování kovů k ochraně svařovací zóny před škodlivými vlivy prostředí. Svařování v argonovém prostředí se v odborné literatuře nazývá svařování argonovým obloukem. V hovorovém jazyce existují také takové pojmy jako: argonové svařování, argonové svařování, argonové svařování, argonové svařování atd.
Svařování v argonovém prostředí lze provádět stavnými i netavitelnými elektrodami. Jako nekonzumovatelná elektroda se používá wolframová, uhlíková nebo grafitová elektroda. Podstata procesu svařování v prostředí argonu je znázorněna na obrázku.
1 – elektroda; 2 – plnicí tyč; 3 – produkt; 4 – svar; 5 – elektrický oblouk; 6 – proud ochranného plynu; 7 – svařovací hořák; 8 – vzduch.
Třídy argonu používané při svařování
Podle GOST 10157 se pro svařování používají tři druhy argonu, viz tabulka:
Třída argonu
Argon, ne méně
Kyslík, ne méně
Dusík, ne méně
Vlhkost při р=760 mm Hg. mt., už ne
Schéma mechanizované svařovací stanice v argonu s odtavnou elektrodou
.jpg)
1 — balastní reostat; 2 – stykač; 3 – svařovací hořák; 4 – mechanismus pro podávání drátu elektrody; 5 — rotametr (zařízení pro sledování průtoku plynu); 6 – převodovka; 7 — plynová láhev; G – svařovací generátor; A – ampérmetr; V – voltmetr; Sh – šunt.
Schéma ručního argonového obloukového svařování
Ruční obloukové svařování v argonovém prostředí lze provádět stejnosměrným i střídavým proudem. Schémata svařování stejnosměrným a střídavým proudem jsou znázorněna na obrázcích:
Schéma ručního stejnosměrného svařování
2).jpg)
1 – svařovací hořák; 2 — válec s ochranným plynem (argon); 3 – reostat; 4 – generátor; 5 – svarový šev.
Schéma ručního svařování střídavým proudem
.jpg)
1 — válec s ochranným plynem (argon); 2 – svařovací hořák; 3 – svar; 4 – oscilátor; 5 – transformátor s regulátorem.
Výhody a nevýhody argonového obloukového svařování
Obecně nelze doporučit použití jednoho plynu pro svařování (argon, helium, dusík atd.). Použití konkrétního plynu závisí na technologii svařování konkrétního kovu nebo slitiny, případně na základě technických a ekonomických ukazatelů. Ale obecně má argonové obloukové svařování ve srovnání se svařováním v jiných plynech řadu výhod:
1. Argon, stejně jako helium, je inertní plyn, který neinteraguje s žádnými kovy ani jinými plyny a nerozpouští se v roztaveném kovu.
2. Argon je těžší než vzduch, a proto spolehlivě chrání zónu svařování a vytlačuje z ní vzduch. Oblouk v prostředí argonu je vysoce stabilní.
3. Argon je poměrně běžný plyn ve srovnání s jinými inertními plyny, zejména heliem. Jeho obsah ve vzduchu je asi 0,9 %, a proto je argon nejlevnější z inertních plynů.
4. Další výhodou argonu (ve srovnání s heliem) je, že spotřeba argonu je o 30-35 % nižší než spotřeba helia (všechny ostatní věci jsou stejné), protože argon je 10krát těžší než helium.
Svařování v argonu se díky svým výhodám značně rozšířilo při svařování různých materiálů. Argonové obloukové svařování má ale také nevýhody. Ruční svařování v argonu je obtížné. Při ručním svařování argonem se nedoporučuje provádět oscilační pohyby elektrodou z důvodu možného porušení ochrany svařovací zóny. V tomto ohledu je produktivita ručního svařování v argonovém prostředí nízká. Automatické svařování však není možné ve všech případech.
Vlastnosti svařování v argonovém prostředí
Charakteristickým znakem svařování argonovým obloukem s netavitelnou wolframovou elektrodou při použití střídavého proudu je výskyt stejnosměrné složky ve svařovacím obvodu, jejíž hodnota může dosahovat až 50 % efektivní hodnoty střídavého proudu svářečky. obvod.
Oprava proudu, tzn. vzhled stejnosměrné složky závisí na tvaru a velikosti wolframové elektrody, svařovaném materiálu a zvolených režimech svařování (síla proudu, rychlost svařování a délka svařovacího oblouku). Negativní vliv má výskyt stejnosměrné složky ve svařovacím obvodu. Tento efekt je zvláště výrazný při svařování hliníku a slitin na jeho bázi.
Pokud je stejnosměrná složka nadměrná, stabilita oblouku se snižuje a kvalita povrchu naneseného kovu se snižuje. Ve svaru se tvoří vady (podřezy, šupinatost), snižuje se pevnost a tažnost svaru.
Ruční technika svařování argonem
Při ručním argonovém obloukovém svařování je wolframová elektroda na jedné straně ostřena do kužele. Délka ostření je dvojnásobkem až trojnásobkem průměru elektrody.
Na speciální uhlíkové desce se zapálí elektrický oblouk. Nedoporučuje se pálit oblouk na základní kov z důvodu možnosti znečištění a roztavení konce elektrody.
.jpg)
K vybuzení oblouku můžete použít zdroj s vyšším napětím naprázdno nebo přídavný zdroj s vysokým napětím (oscilátor), protože excitační potenciál a ionizace inertních plynů je mnohem vyšší než u kyslíku, dusíku a kovových par. Obloukový výboj inertních plynů je vysoce stabilní.
Pro ochranu svarového kovu před oxidací na kořenové straně, na rubové straně, se doporučuje zajistit vstřikování ochranného plynu. Při svařování potrubí se uvnitř potrubí proplachuje ochranný plyn.
Ruční obloukové svařování, jak jsme již uvedli výše v textu, se provádí bez náhlých, kmitavých pohybů elektrody z důvodu možného porušení plynové ochrany. Svařovací hořák je umístěn pod úhlem 75-80° ke svařovanému produktu (viz obrázek vlevo). Přídavný drát je umístěn pod úhlem 90° vzhledem k ose trysky hořáku. V tomto případě je úhel mezi svařovaným výrobkem a drátem 15-20°. Svařování se provádí pod úhlem dopředu.
Rozsah svařování s argonovou ochranou
Svařování argonem lze použít ke svařování různých materiálů. Lze jej použít pro svařování ocelí (uhlíkové a legované), pro svařování neželezných kovů (měď, hliník, titan, nikl a jejich slitiny), pro svařování potrubí. Argonovým obloukovým svařováním lze zhotovit všechny typy svarových spojů: tupé, T, přeplátované, rohové.
Svařování v argonu lze s úspěchem použít jak při svařování malých dílů, tak při svařování velkorozměrových výrobků jak v domácích podmínkách, tak ve výrobě a při stavebních a montážních pracích.
V některých případech použití směsi plynů místo technicky čistého argonu zvyšuje stabilitu svařovacího oblouku, snižuje rozstřik kovu, zlepšuje tvorbu svaru, zvyšuje hloubku průvaru a také ovlivňuje přenos kovu a zvyšuje produktivitu svařování.
Video: argonové obloukové svařování
Video o argonovém obloukovém svařování od profesionálních svářečů ve dvou částech. Video bylo přeloženo a namluveno sdružením odborníků SVARMA.RU:
Další související materiály: