Jaké napětí by měla mít pásová pila?
Existuje mnoho nuancí použití pásových pil ve výrobě. Pouze pokud se seznámíte s těmito detaily, můžete počítat s účinností a životností vašeho zařízení, a tedy s maximálním příjmem z jeho používání.
Obecná pravidla, která by měla být zaznamenána, jsou:
- vyděláváte jen, když pila běží;
- Při řezání úzkými pilami nejsou žádné maličkosti, jakákoli odchylka od norem vede k hrozným následkům;
- nejjistější způsob, jak zničit pilu, je dostatečně ji nezředit;
- je zbytečné očekávat vynikající výsledky od pil, když je pila vadná;
- ujistěte se, že v oblasti ostření je světlo, ušetří vám to mnoho problémů;
- Je to individuální přizpůsobení, které vám umožní dosáhnout vynikajících výsledků s nevábně vypadajícím ostřicím strojem;
- Věnujte velkou pozornost tvaru brusného kotouče.
1. Pásové pily. Trocha historie a teorie
Technologie použití úzkých pásů v pilařství je relativně nová. Na pilách se používá něco málo přes 15 let a ve druhořadých instalacích ještě méně, i když pásové pily se ve výrobě nábytku používají velmi dlouho.
Jak v oblasti výroby vlastního pásového kotouče, tak v oblasti výroby systémů pásových pil jde technologie kupředu mílovými kroky a umožňuje uživatelům dosahovat stále lepších výsledků.
2. Hlavní typy páskových tkanin
Na malých pilách, škrabacích a řezacích pilách bez ohledu na počet hlav se používají především kotouče o šířce 25, 32, 38 a 50 mm. V zásadě jsou na trhu dvě hlavní tloušťky plátna – 0.035” (0,9 mm) a 0,042” (1,1 mm). Samozřejmě existují plátna jiných velikostí, ale používají se hlavně ve specifických případech.
Kotouče z uhlíkové oceli se nejvíce používají v pilařství. Tyto tkaniny se vyznačují typem tepelného zpracování, kterému byly podrobeny:
- Konstantní tvrdost – čepel se stejnou tvrdostí po celé šířce čepele. Obsah uhlíku v takovém materiálu není vysoký, a to neumožňuje jeho kalení na tvrdost vyšší než 45-48 jednotek na stupnici HRc. Tento kotouč funguje dobře na kladkách s malým průměrem. Musí se však poměrně často ostřit.
- Flex zadní – Hard Edge – čepel s pružným tělem/tvrdým zubem. Při výrobě této čepele je použita páska s vysokým obsahem uhlíku, která umožňuje kalit její zub na HRc 63-65. Obvykle se kalí pouze horní polovina zubu, čímž zůstává tělo pily prakticky nezkalené a dosti pružné. Tvrdost těla pily – HRc 30-33. Výhodou tohoto typu pily je, že lépe drží ostří a přitom zůstává poměrně flexibilní. Někdy výrobci zahřívají úzký pruh na samé zadní straně pily, což umožňuje, aby byl kotouč rovný. Nezaměňujte taková plátna s plátny typu Hard Back.
- Tvrdá záda – plátno tvrzené po celé šířce. Jedná se o technologicky nejpokročilejší a obtížně vyrobitelný typ pásky. Jeho zub má tvrdost HRc 63-68 a jeho tělo HRc 48-53 a tělo pily je kaleno v nataženém stavu. Vysoká tvrdost zubů poskytuje dobrou odolnost proti otupení (kotouč vydrží déle mezi přeostřením) a zvýšená tuhost těla kotouče umožňuje řezání při vysokých rychlostech posuvu. Tyto pily řežou hladce a rovně v těch posuvech, na kterých by jakýkoli jiný kotouč dávno zobrazoval „amurskou vlnu“.
- Existují také pily s různými druhy pájení a navařování a také tzv. bimetalické pily. Všechny tyto typy pil kombinují vynikající flexibilitu s mimořádnou odolností zubů, ale jejich vysoká cena z nich dělá exotické produkty, takže nebudeme ztrácet čas jejich popisem.
3. Jak vybrat správný kotouč pro vaši pásovou pilu?
Než přejdeme k uvažování o tomto problému, vezměme to jako axiom, že neexistují žádné věčné pásové pily, dříve nebo později se všechny zlomí únavou a přepětím. To znamená, že když na svou pilu nasadíte nový kotouč a jen ho zapnete, roztrhne se, i když ho vůbec nepoužíváte. Životnost plátna je v tomto případě určena jeho tuhostí. Tvrdá látka se rychleji trhá. Avšak na druhou stranu, čím tužší a tvrdší čepel, tím déle zůstane ostrá. Naopak měkká čepel se únavou dlouho neutrhne, ale pilovat s ní kvůli trvalé tuposti je zcela nemožné. Zlatá střední cesta je jako obvykle někde mezi těmito extrémy a je individuální pro každý konkrétní případ.
Podívejme se na možnosti chování všech tří typů plátna:
Konstantní tvrdost – čepel se stejnou tvrdostí po celé své šířce. Plátno se v důsledku nedostatku pružnosti dlouho neroztrhne, protože pružnost nepostrádá, ale rychle zmatní. Díky tomu jej lze doporučit pro použití na ručních pilách s malým výkonem s malými průměry řemenic. Na takových pilách se pila převážně točí naprázdno na kladkách, zatímco pracovníci ořezávají nebo zajišťují kmen. Mezi nesporné přednosti tohoto ostří patří fakt, že jej lze mnohokrát naostřit, aniž by byla ohrožena životnost zubu, která je bohužel nízká.
Výbornou náhradou za čepel se stejnou tvrdostí po celé šířce může být čepel s pružným tělem/tvrdým zubem – tzv. Flex back. Tento kotouč má vynikající ohebnost a dobře drží ostří, takže kromě použití na ručních pilách s nízkým výkonem jej lze použít i na řezací pily bez ohledu na počet hlav. Nevýhodou tohoto typu ostří je skutečnost, že jej lze přebrousit, dokud nevybrousíte zakalené místo na zubu. Poté stačí plátno vyhodit.
A nakonec pily typu Hard Back – čepel kalená po celé šířce. Technologické triky při výrobě této látky nejsou marné. Tyto kotouče nejen dokonale drží ostří, ale také díky své vysoké tuhosti umožňují řezání při výrazně vyšších rychlostech posuvu. Díky tomu je lze použít na výrazně výkonově vybavených pilách, dosahujících mnohem vyšší produktivity. Takovou pilu můžete přebrousit, dokud to její šířka dovolí. I po odbroušení obzvlášť tvrdého hrotu zubu bude pila perfektně držet ostří. Mezi nevýhody tohoto kotouče patří jeho vysoká tuhost, která omezuje jeho použití na pilách s malými průměry řemenic.
4. Přeostření pásových pil
Přeostření pásové pily je spíše ekonomický než technický problém.
Existují tři přístupy k vyřešení tohoto problému:
- Řežete pilou tak dlouho, dokud to řeže, a pak to prostě vyhodíte.
Někteří výrobci pásových pil, například Morse v USA, vyrábí pilu na jedno použití, která se prakticky nehodí k přeostření. Je to čepel z levné oceli, která se po prvním otupení vyhodí.
Který z výše popsaných způsobů preferuje, může rozhodnout pouze majitel pily na základě konkrétních ekonomických podmínek, ve kterých se nachází.
Dovolte mi, abych vám dal několik doporučení k tomuto tématu:
- Posuďte, zda je pro vás výhodné najmout ořezávátka, zvažte, zda bude vytížený na celou směnu, nebo bude hlavně chodit z rohu do rohu. Nezapomeňte, že ostření pily probíhá v poloautomatickém režimu a povinnosti ostřiče může dobře plnit například směnový mistr.
- Objektivně zhodnoťte náklady na prostoje pily za minutu, to vám umožní objektivně posoudit, kterou z výše popsaných metod pro práci s kotoučem dodržovat, a pomůže i při komunikaci s personálem.
5. Faktory ovlivňující životnost pily.
Obecně lze tyto faktory definovat takto:
- lidský faktor (práce obsluhy pily);
- typ pily;
- stav pily;
- velikost kladek, jejich vzájemná poloha a stav;
- typ a stav vodítek;
- způsob instalace vodítek;
- napětí pily;
- lineární rychlost a posuv pily;
- další faktory.
Podívejme se nyní na každý z výše uvedených faktorů podrobněji:
- Provozovatel pily. Není náhodou, že lidský faktor má na tomto seznamu čestné místo. Příběh je takový, že „nešlo o naviják. „Zná každý Rus. Při prvních příznacích změny výkonu pil byste proto měli věnovat pozornost lidskému faktoru. Pečlivě sledujte obsluhu, zejména pokud se jedná o starého a zkušeného operátora. Zkušení operátoři si velmi často vypěstují návyky, které pile vůbec neprospívají, například: prudce zatahují za páčku spojky, nevěnují pozornost tomu, zda voda vniká do zóny řezu či nikoliv, nekontrolují vodítka měsíce („proč zkontrolovat je, co se s nimi stane. “) a tak dále. Jedním slovem, obsluha musí znát návod k obsluze pily i samotný pilový kotouč nazpaměť a je přímo potřeba si to občas ověřit. Klíčové body tohoto návodu by bylo dobré mít přímo na stanovišti operátora, aby je vždy viděl.
- Typ pily. V současné době nabízí trh nejširší výběr jednotek pásových pil. Ujistěte se, že kotouč, který si vyberete, lze použít na tomto typu pily.
- Stav pily. Technický stav pily je rozhodující pro životnost pásové pily. Opotřebované řemeny na kladkách nebo špatně se otáčející vodicí kladky povedou k okamžitému selhání pily. Totéž lze říci o prasklých tažných pružinách pily nebo netěsných hydraulických válcích. Pokud jste si právě zakoupili pilu, měli byste utáhnout všechny šroubové spoje, které se mohly uvolnit během přepravy. Pokud byla pila vyrobena v Rusku, pak je nejlepší ji úplně rozebrat a poté znovu složit, ale tak, aby v ní nezůstaly žádné mezery. Jakákoli vůle je vibrace a vibrace pilu zabíjejí. Pamatujte, že je zbytečné očekávat od pil vynikající výsledky, když je pila vadná.
- Velikost kladek, jejich vzájemná poloha a stav. Čím menší je kladka, tím více láme pilu. Pevné pilové kotouče o tloušťce 1,1 mm fungují dobře na kladkách o průměru větším než 550 mm (nejlépe 620 mm nebo větší). Na menší řemenice by se měly používat pily o tloušťce 0,9 mm, kalené po celé šířce, nebo pily s měkkým tělem. První je výhodnější, protože umožňuje pracovat s velkými posuvy. Vzájemná poloha kladek zajišťuje tzv. „runaway“ pily, tedy správnou polohu pily vůči kladkám. Nesprávný „běh“ bude mít za následek okamžité přetržení pásky. Na závěr pár slov o skutečném stavu kladek. Nejprve musí být kladky vyvážené. Pokud tato podmínka není splněna, pak vše ostatní nemá žádný význam. Pily se budou lámat jedna za druhou. Za druhé, povrch řemenice musí být hladký bez ohledu na to, zda mají řemeny nebo ne. Pokud nejsou řemeny, pak musí mít kladky tzv. rádius (hrb), tím je zajištěno samostředění pily na kladkách. Pokud je povrch kladek rovný, pak se pily, které mají tvrzené tělo, budou trhat jedna za druhou. Povrch kladky musí být absolutně hladký bez děr a otřepů. Je absolutně nepřijatelné, aby se piliny „kutálely“ na řemenice. „Role“ by měla být odstraněna před každou výměnou čepele. Pokud jsou řemenice vybaveny klínovými řemeny, pak by měly být také pečlivě sledovány, aby se zabránilo jejich kývání a prověšování do drážky. Řemeny by neměly být instalovány s plochým horním okrajem, což, stejně jako u celokovových kladek, způsobí, že se pily přetrhnou častěji, než by měly. A nakonec: řemeny by neměly viset na kladkách. Měly by těsně přiléhat – to výrazně snižuje vibrace. Zkuste vyměnit pás B-57 za pás B-56 na jakémkoli Woodmizeru a okamžitě si všimnete rozdílu.
Typ a stav vodítek
Vodítka pily se obecně dělí na dva hlavní typy: válečková a houbová/drážková. Naprostá většina pil se dodává s válečkovými vedeními. Nicméně, abych byl upřímný, nenacházím jediný argument ve prospěch válečkových vedení. Tlačí čepel z přirozené polohy mezi kladkami dolů, vytvářejí ohyb malého poloměru, vytvářejí v čepeli vysokofrekvenční vibrace, musí se neustále mazat, a pokud se tak alespoň jednou neudělá, zaseknou se, což v devadesát procent případů vede k selhání stavebních pil. Na válečky se valí piliny a prach, což vede k dalším vibracím kotouče. To také vede k navalování pilin na samotný kotouč, což neprodlužuje jeho životnost.
Argument, který výrobci pásových pil na obranu válečkových vodítek uvádějí, lze shrnout do následujícího: „Když na pilu dáte vodítka s houbou, určitě se najde blázen, který zapne posuv natolik, že zastaví el. motor.” Houbová nebo štěrbinová vedení naopak nevychylují pilu z její přirozené polohy mezi kladkami, tlumí vibrace vznikající v kotouči a není třeba je mazat; pilu nakonec neustále čistí od pilin, které se na ni valí. Moje zkušenost naznačuje, že instalace drážkových vodítek na pilu výrazně prodlužuje životnost pily a umožňuje pracovat při vysokých posuvech, ale je to můj subjektivní názor.
Způsob instalace průvodce
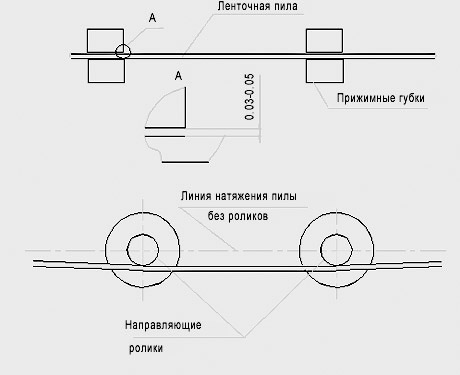
To, jak vodítka na svou pásovou pilu nainstalujete, výrazně určí její výkon, přesnost výsledného řeziva a životnost kotouče. Válcová vodítka by měla být instalována tak, aby stlačovala látku směrem dolů maximálně o 6 mm. Na některých pilách výrobci doporučují stlačit kotouč o 20-25 mm s argumentem, že to údajně zvyšuje stabilitu kotouče v řezu. To dle mého názoru nijak neovlivňuje stabilitu ostří v řezu a pouze vnáší do ostří dodatečné pnutí.
Nebudu se zabývat tím, že válečky musí být instalovány přísně paralelně k sobě a přísně rovnoběžně s ložem stroje. To je popsáno v návodu k obsluze stroje. Při použití štěrbinových stabilizátorů by mezera mezi kotoučem a čelistmi stabilizátorů neměla přesáhnout 0.05-0.07 mm a mezera od zadního dorazu k zadní části pily by neměla přesáhnout 1 mm. Čelisti štěrbinových stabilizátorů musí být navzájem přesně rovnoběžné. Můžete to zkontrolovat tak, že je přitlačíte k sobě a podíváte se skrz světlo. Měly by pevně sedět a neměly by mezi nimi být žádná mezera, zkontrolujte jejich stav při každé výměně pily. Odpovídající obrázek je uveden níže.
Druhá věc, na kterou bych se chtěl v této části zaměřit, je poloha vodítek vzhledem k obrobku. Zde je vše velmi jednoduché: vodítka by měla být co nejblíže k obrobku. To je zvláště důležité na pilách první řady, tedy při zpracování kulatiny. Měli byste se snažit udržet vodítka 30-40 mm od kmene. A konečně třetí věc, která stojí za zmínku, je stav vodítek samotné pily, tedy vodítek, po kterých se hlava pily pohybuje. Pokud se na tato vodítka navalí piliny nebo v horším případě ulpívají třísky nebo kousky kůry, vede to k dodatečnému zatížení pily. To znamená, že když je pila v řezu a vozík narazí na třísku přilepenou k vodítku, je to ekvivalentní úderu do pily klackem, nemluvě o hrbolu, který se objeví na desce.
Viděl napětí
Jedná se o jeden z nejdůležitějších faktorů ovlivňujících životnost ostří, stejně jako kvalitu výsledného řeziva. Pokud je pila „podtažená“, vlní se, vibruje a má tendenci seskakovat z kladek, což vede k jejímu předčasnému selhání. Pokud je pila příliš utažená, povede to rozhodně k jejímu předčasnému selhání.
Charakteristickým znakem přílišného utažení pily je skutečnost, že se nový kotouč pokryje prasklinami přímo uprostřed zubních dutin s mnohačetnými prasklinami. Bez ohledu na způsob napínání kotouče na konkrétní pile dbejte na správné napnutí pily. Pomocí speciálního zařízení můžete přesněji určit napínací sílu pily. Vaši pilu můžete považovat za optimální napnutou, když na ni působí síla uvedená v tabulce 1 níže. V každém případě se snažte pracovat s co nejnižším napětím pily, protože tím nepochybně prodloužíte její životnost.
| Tloušťka čepele 1.1 mm | |
| Šířka čepele, mm | Tažná síla, kg |
| 25 | 470-530 |
| 32 | 590-660 |
| 44 | 710-800 |
| 50 | 950-1060 |
| Tloušťka čepele 0.9 mm | |
| Šířka čepele, mm | Tažná síla, kg |
| 25 | 390-440 |
| 32 | 490-550 |
| 44 | 590-660 |
| 50 | 790-880 |

Pokud obdržíte nekvalitní řezané kusy, věnujte pozornost těmto klíčovým faktorům. 5 parametrů pro kvalitní řezání na pásové pile, která provede kvalitní řez: mazací a chladicí kapalina, pásový kotouč, posuv, zajištění obrobku, ustavení pásové pily. Pokud porozumíte všem těmto klíčovým faktorům, budete vždy schopni dosáhnout dobrého řezání na vaší pásové pile.
Časem se každá pásová pila opotřebuje, ale příliš často lze příčiny špatných řezů hledat ve vadném obrobku nebo mechanických problémech stroje, kterým bylo možné předejít běžnou údržbou. Na moderní pásové pile je možné získat nízkou hodnotu drsnosti a hladké hrany na řezu. A i stará pásová pila, která byla řádně udržována, může dosáhnout kvality řezu blízké té, kterou lze dosáhnout s moderní pásovou pilou. Abyste zajistili kvalitní střih, musíte věnovat pozornost těmto pěti klíčovým faktorům. Bohužel mnoho operátorů plně nechápe jejich dopad.
1. Chladicí kapalina
Řezná kapalina (chladicí kapalina) vyplavuje třísky ze štěrbiny a společně s rotujícím kartáčem, který čepel čistí, zajišťuje, že se žádné třísky nevracejí zpět do řezné zóny. Chladicí kapalina také funguje jako prostředek pro přenos tepla pro chlazení obrobku a mazání pilového pásu pro zvýšení životnosti nástroje. Stejně jako olej v motoru automobilu se může chladicí kapalina časem zhoršit a musí být vyměněna.
U uhlíkových ocelí by měl být poměr vody k chladicí kapalině 10:1 nebo 12:1 pro nízkouhlíkovou ocel a 8:1 pro ocel s vysokým obsahem uhlíku. Mnoho lidí předpokládá, že se chladicí kapalina neodpařuje a že všichni operátoři nebo technici musí přidat více vody. Časem však může poměr chladicí kapaliny vzrůst až na 30 ku 1. To výrazně snižuje schopnost chladicí kapaliny přenášet teplo a může způsobit trhliny a rýhy podél okraje obrobku. Při výrazném snížení koncentrace chladicí kapaliny se navíc pilový pás mnohem rychleji opotřebuje.
2. Přelepovací hadřík
Ostrá a dobře naolejovaná čepel zajistí kvalitní řez. Jak se břit ozubeného kotouče během provozu otupuje, vzniká více tepla a v určitém okamžiku může být toto množství produkovaného tepla větší než schopnost chladicí kapaliny odvádět toto teplo z oblasti řezu, zvláště pokud je chladicí kapalina již starý nebo má nesprávný poměr s vodou. Ujistěte se, že rozteč zubů kotouče je správná pro řezaný materiál. Použití příliš malé rozteče zubů může způsobit, že se třísky zachytí v malých drážkách pro třísky kotouče a naruší proces řezání a také vytvoří drsný povrch řezu na obrobku.
Pro většinu aplikací je hrubší rozteč zubů řemenu účinnější a zvyšuje produktivitu. Výsledné třísky po řezání zkontrolujte. Měl by být malý a stočený. Pokud ne, zkontrolujte pramen a kartáček na čištění pramenů, abyste se ujistili, že se třísky nezachycují v drážkách. Modré čipy jsou známkou toho, že se vytváří příliš mnoho tepla. Ujistěte se, že je posuv pásové pily správně nastaven pro obrobek. I malá úprava tohoto parametru může výrazně zlepšit kvalitu řezu. Tento parametr je třeba zkontrolovat v katalogu výrobce pásky. Zkontrolujte také vedení pásové pily, včetně umístění a přesnosti destiček a válečků. Ujistěte se, že se vodicí válečky mohou volně otáčet. Zaseknutý nebo poškozený válec může zablokovat pás.
3. směny
Množství posuvu (a tlak) se volí v závislosti na tloušťce, tvaru a typu řezaného materiálu. Při řezání na pásové pile, pokud je pro nový ostrý pás použit automatický posuv, je nutné jej pravidelně měnit a monitorovat, aby se zohlednilo postupné opotřebení a tupování zubů pásu, které bude mít za následek nekvalitní řez na pásu. obrobek. Otřepy a drsné hrany na hraně řezaného kusu obvykle naznačují, že kov je příliš horký. K tomu dochází, když obě strany obrobku nejsou zcela zajištěny a pilový kotouč je téměř na dně řezu. Pokud má pásová pila manuál, pak si obsluha musí být vědoma rychlosti posuvu a umět ji nastavit.
4. Zajištění obrobku
Zkontrolujte, zda se obrobek, pevně upnutý na obou stranách, nemůže během procesu řezání pohybovat. Pokud má váš stroj nastavitelnou upínací sílu, použijte maximální upínací sílu k udržení stálého tlaku bez deformace geometrie obrobku. K obecným vibracím dochází, když strana řezaného obrobku není správně upnutá. Jak se pásová čepel blíží ke konci řezu, může váha řezaného obrobku vytáhnout nebo mírně posunout celý obrobek ze svěrky. Pokud řežete obdélníkový obrobek, pak musí být umístěn svisle a ne podél větší roviny. Tím se zmenšuje kontaktní plocha pásu s obrobkem, což má za následek efektivnější řezání a menší drsnost povrchu řezu. Pro lepší stabilitu stojiny ve svislé poloze by vodítka měla být umístěna co nejblíže k obrobku. Pokud je vzdálenost příliš velká, čepel se může při řezání pohybovat, zvláště při příliš vysokém posuvu. Moderní modely pásových pil mají kromě válečků také karbidová vodítka, která pomáhají udržet kotouč v přesné vertikální poloze.
5. Nastavení pásové pily
Všechny pohyblivé části pásové pily musí být dobře promazány, aby všechna kluzná vedení fungovala bez dalšího odporu. Tím je zajištěno zachování lineárního rozměru při opakovaných řezech. Fitinky jsou mazány vysoce kvalitní pastou a ostatní povrchy stroje jsou mazány běžným průmyslovým mazacím olejem. Zkontrolujte ložiska na kolech, abyste se ujistili, že jsou v jedné rovině s řemenem. Opotřebené ložisko může způsobit mírné otáčení kotouče, což vytváří zkosený řezný pohyb. V závislosti na konstrukci vaší pásové pily možná budete muset vyměnit celou sestavu kola. Ujistěte se, že dodržujete doporučení a specifikace výrobce. Zkontrolujte kartáč na čištění čepele a ujistěte se, že má dostatečný kontakt s čepelí pásu. Pokud jsou kovové štětiny opotřebované, zvažte jejich výměnu za kartáč s nylonovými štětinami. Nylonové kartáče se tak rychle neopotřebují, protože štětiny jsou pružné a vydrží déle.
Křivý řez může být známkou vibrací a prokluzu pásu. Pokud je pásová pila stará, zkontrolujte opotřebení pohonu. Opotřebený pohon může způsobit vibrace v upínacím systému, které se mohou přenést na řemen. Tím vznikne vlnitý řez. Pohon obvykle nelze vyměnit nebo náklady na jeho opravu jsou téměř stejné jako náklady na novou pásovou pilu. Pokud je čas na její výměnu, zvolte raději novou, kvalitní pásovou pilu. Při této volbě nenechte myslet na cenu. Pokud váš pohon pásové pily stále funguje, musíte se vážně podívat na to, jak stroj udržujete. Ve většině případů může křivý řez vést k neopravitelným vadám. V ostatních případech budete muset provést úplnou kontrolu. Opravdu odnesla páska? Není napnutí řemene příliš nízké? Nakonec, když porozumíte všem těmto pěti klíčovým faktorům uvedeným výše, budete si jisti, že pokaždé dosáhnete kvalitního řezu.
125368, Moskva, st. Baryshikha, 34
E-mail:
MT LLC je moderní vysoce výkonný nástroj pro obrábění kovů a obráběcí zařízení.
Prodej na základě skladové dostupnosti a dodávek na zakázku.