Co způsobuje deformaci ve svařované konstrukci?
Otázka 1. Napětí a deformace při svařování (pojmy, druhy, klasifikace, příčiny jejich vzniku, způsoby boje).
Deformace se nazývá změna tvaru a velikosti pevného tělesa pod vlivem síly.
Pokud se tvar tělesa po odeznění síly obnoví, pak k deformaci dojde elastický.
Pokud tělo nezíská svůj původní tvar, pak přijalo zbytková nebo plastická deformace.
Napětí se nazývá síla na jednotku povrchu nebo na jednotku plochy průřezu tělesa. V závislosti na směru působících sil může docházet k namáhání v tahu, tlaku, ohybu, smyku a krutu. Napětí, při kterém dochází k porušení, se nazývá mez únavy. Hlavním důvodem snížené únavové pevnosti svarových spojů je koncentrace napětí. Důvody koncentrace stresu jsou:
1. Vady ve švech – ostrý řez, nedostatek průrazu, trhlina a další umístěné napříč působením tahových napětí.
2. Nepravidelné obrysy svaru, např. svary s velkou konvexitou a neplynulým přechodem z naneseného kovu do základního kovu.
3. Iracionální návrh svarových spojů.
V místech, kde se koncentruje napětí, může jejich celková hodnota překročit dočasnou pevnost v tahu naneseného kovu, což způsobí nástup lomu svaru. A v některých případech vede ke zničení svařované konstrukce jako celku. Příčiny napětí a deformace při svařování jsou: nerovnoměrný ohřev kovu, smrštění odlitku roztaveného kovu, strukturální přeměny v kovu.
Pro boj s deformacemi jsou přijata následující opatření.
Činnosti prováděné před svařováním.
Racionální návrh svařovaných výrobků. Během procesu návrhu je nutné: omezit množství usazeného kovu snížením délky svarů nebo úhlu zkosení hran; vyhnout se křížení velkého počtu švů; svary neumisťujte tam, kde působí maximální napětí od vnějšího zatížení, a umístěte je symetricky; používat převážně tupé svary atd.
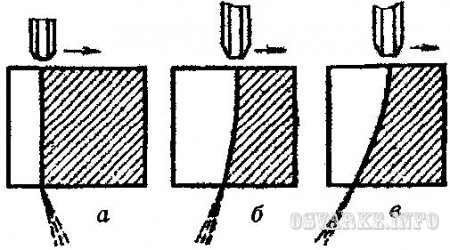
Správná montáž dílů s ohledem na možné deformace. V tomto případě se nejčastěji používá metoda zpětné deformace (obr. 47). S vědomím, že šev se po ochlazení vždy zmenší, je možné předem předvídat povahu možných napětí a deformací a provést předběžné ohnutí svařovaných dílů a protilehlé strany. Velikost zpětného ohybu je určena výpočtem nebo experimentem.
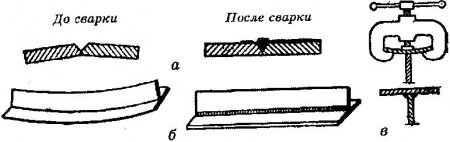
Rýže. 47. Zpětné deformace a polohy prvků výrobku po svařování:
a – tupé spojení dvou desek; b – T-nosník; c – Příruba T-spojky
Při montáži dílů byste se měli vyvarovat lepení, které vytváří tuhé upevnění dílů a přispívá k výskytu významných zbytkových pnutí. Je lepší použít montážní zařízení, která umožňují určitý pohyb dílů při smršťování kovu.
Činnosti prováděné během procesu svařování.
Racionální sled svarů. Svařované konstrukce by měly být vyrobeny tak, aby uzavírací švy, které vytvářejí tuhý obrys, byly svařeny jako poslední. Svařování musí být provedeno od středu konstrukce k jejím okrajům, jako by vnitřní pnutí vynášelo ven. Doporučuje se aplikovat každý následující šev při vícevrstvém svařování ve směru opačném ke směru předchozího švu.
Při svařování panelů ze samostatných listů (obr. 48, a), nejprve musíte provést příčné švy jednotlivých pásů, abyste zajistili jejich volné smrštění, a poté pásy svařit pomocí podélných švů. V opačném případě se mohou na průsečíku příčných a podélných švů vytvořit trhliny.
Při svařování I-nosníků (obr. 48, b) nejprve se vytvoří tupé spoje stěn a polic a poté se vytvoří rohové pasové švy.
Při svařování válcových nádob z několika skořepin (obr. 48, c) se nejprve vytvoří podélné švy skořepin a poté se skořepiny svaří dohromady pomocí obvodových švů. Při ručním a mechanizovaném svařování se doporučuje provádět dlouhé švy v opačném pořadí.
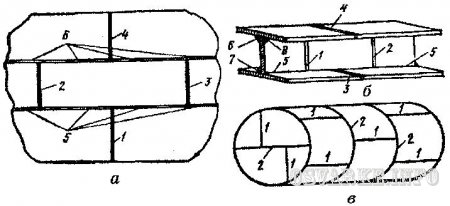
Rýže. 48. Pořadí švů (1-8) při svařování:
a – panely vyrobené ze samostatných plechů; b – I-nosník; c – válcová nádoba
Vyrovnávací deformace. V tomto případě (obr. 49) se švy provádějí v takovém pořadí, že následný šev způsobí deformace v opačném směru než deformace z předchozího švu. Tuto metodu lze použít se symetrickými švy.
Pevné upevnění dílů při svařování. V tomto případě jsou díly upevněny v montážních a svařovacích přípravcích, které mají značnou tuhost. Po svaření nedojde u takových zařízení k téměř žádné deformaci dílů, ale ve svarech se zvýší vnitřní pnutí.
Činnosti, které mají být provedeny po svařování. V případech, kdy dochází k deformacím a jejich hodnoty jsou mimo přípustné limity, se svařované výrobky různě vyrovnávají.
Mechanické rovnání. V tomto případě pomocí kladívek, zvedáků, šroubových lisů nebo jiných zařízení vzniká rázové nebo statické zatížení, které je zpravidla aplikováno ze strany největšího průhybu. Výrobky z tenkého plechu lze rovnat válcováním mezi válečky.
Tepelné rovnání spočívá v lokálním ohřevu malých ploch kovu deformované struktury. Ohřev se obvykle provádí pomocí vysoce výkonných svařovacích hořáků. Provádí se rychle a pouze do plastického stavu horních vláken na konvexní straně výrobku. Když vyhřívané oblasti vychladnou, tyto se smrští a narovnají produkt.
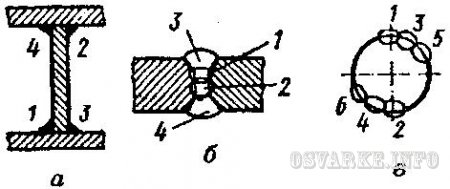
Obr.49. Vyrovnání deformací:
a – při výrobě svařovaného I nosníku; b – při provádění vícevrstvého tupého svaru; c – při navařování patky podélnými švy: 1-6 – sled švů
Termomechanické rovnání spočívá v kombinaci lokálního vytápění s aplikací statického zatížení, ohýbáním korigovaného konstrukčního prvku v požadovaném směru. Tato metoda se obvykle používá pro rovnání tuhých svařovaných sestav.
Metody snižování vnitřního stresu. Existuje několik způsobů, jak snížit vnitřní stres.
Nejčastěji se používá:
• předběžný nebo doprovodný ohřev během svařování;
• kování nebo válcování svarů;
• statické zatížení svařované konstrukce;
• temperování po svařování.
Předehřev nebo přídavné topení používá se pro svařování ocelí náchylných k tvrdnutí a praskání. Teplota ohřevu se volí v závislosti na jakosti oceli a tuhosti konstrukce (obvykle v rozmezí 100-600°C). Ohřev, produkovaný víceplamennými hořáky, induktory nebo pecí, snižuje plastické tlakové deformace, což výrazně snižuje zbytková pnutí. Navíc má v některých případech příznivý vliv na strukturu svarového kovu a tepelně ovlivněnou zónu.
Kování švů vrstva po vrstvě provádí se pneumatickým dlátem se zaoblenou hlavou ihned po navaření na horký kov (kování za tepla) nebo po jeho úplném vychladnutí (kování za studena). Vlivem usazování kovu ve směru nárazu se rozprostírá v různých směrech, což snižuje tahová napětí. Kování se doporučuje pro vícevrstvé svařování tlustého kovu a aby se předešlo prasklinám a trhlinám, první a poslední vrstva vícevrstvého svaru se nekutá. Švy na kovu náchylné k tvrdnutí nelze kovat. Výhodou kování je jeho jednoduchost a ovladatelnost.
Rolování švů provádí se při svařování tenkých plechů.
Během procesu válcování se tahová napětí snižují. Jeho výhodou oproti kování je statický charakter působení tlaku a možnost jeho plynulé regulace.
Statické zatížení prvků svařované konstrukce je možné během procesu svařování nebo nejčastěji po úplném ochlazení švu. Jako takové se zatěžování, tah nebo ohyb používá s tvorbou tahových napětí v oblastech, kde jsou zbytková napětí maximální. To vede k plastickým deformacím a výraznému snížení zbytkových napětí.
Dovolená po svařování, obvykle se používá k vyrovnání struktury švu a tepelně ovlivněné zóny, snižuje také vnitřní pnutí. Popouštění může být obecné, kdy se zahřívá celý výrobek, a lokální, kdy se zahřívá pouze jeho část v oblasti svarového spoje. Výhodou obecného temperování je, že ke snížení napětí dochází v celé svařované konstrukci bez ohledu na její složitost.
Nejčastěji se používá vysoké temperování při teplotě ohřevu 550-680ºС. Proces temperování se skládá ze čtyř fází: ohřev; vyrovnání teploty podél délky a průřezu výrobku; udržování při temperovací teplotě; chlazení. Doba výdrže bez ohledu na tloušťku kovu je obvykle asi 3 hodiny, poté dochází k přirozenému ochlazení. Z hlediska četnosti použití popouštění svařovaných konstrukcí výrazně převyšuje všechny způsoby odlehčení vnitřních pnutí (obr. 50).
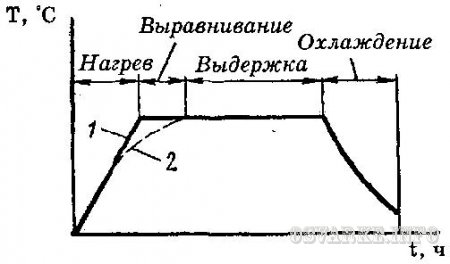
Rýže. 50. Etapy temperování svařovaných konstrukcí:
1- povrch výrobku; 2 – vnitřní kovové zóny
Otázka 2. Technologie a technika řezání kyslíkem (základní podmínky řezání kovů, účel, podstata).
Základní podmínky pro řezání kovů. Řezání kyslíkem podléhají pouze ty kovy a slitiny, které splňují následující základní podmínky:
1. Teplota vznícení kovu v kyslíku musí být nižší než jeho bod tání. Tento požadavek nejlépe ze všech kovů a slitin splňují nízkouhlíkové oceli, jejichž teplota vznícení v kyslíku je asi 1300 °C a bod tání asi 1500 °C. Zvýšení obsahu uhlíku v oceli je doprovázeno zvýšením teploty vznícení v kyslíku s poklesem bodu tání. Se zvyšujícím se obsahem uhlíku se proto kyslíkové řezání ocelí zhoršuje.
2. Teplota tání oxidů kovů vznikajících při řezání musí být nižší než teplota tání samotného kovu, jinak nedojde k odfouknutí žáruvzdorných oxidů proudem řezného kyslíku, což naruší normální proces řezání. Tuto podmínku nesplňují oceli s vysokým obsahem chromu a hliník. Při řezání vysokochromových ocelí vznikají žáruvzdorné oxidy s teplotou tání 2000°C a při řezání hliníku oxid s teplotou tání cca 2050°C. Řezání kyslíkem není možné bez použití speciálních tavidel.
3. Množství tepla uvolněného při hoření kovu v kyslíku musí být dostatečně velké, aby podporovalo nepřetržitý proces řezání. Při řezání oceli se při hoření kovu v kyslíku uvolňuje asi 70 % tepla a pouze 30 % celkového tepla pochází z předehřívacího plamene frézy.
4. Struska vytvořená při řezání by měla být tekutá a snadno vyfouknutelná z místa řezu.
5. Tepelná vodivost kovů a slitin by neměla být příliš vysoká, protože teplo přenášené ohřívacím plamenem a zahřátou struskou bude intenzivně odváděno z místa řezání, v důsledku čehož bude proces řezání nestabilní a může být přerušen. každou chvíli. Při řezání oceli dochází reakcemi ke spalování železa v kyslíku.
Při provádění kyslíko-acetylenového řezání existují dva typy plamenů: ohřev a řezání kyslíkovým paprskem.
Na začátku řezání plynem se ohřev provádí pouze předehřívacím plamenem na zápalnou teplotu. Výkon předehřívacího plamene závisí na tloušťce a chemickém složení řezaného kovu a slitiny.
Maximální teplota plamene je ve vzdálenosti 2-3 mm od konce jádra, takže pro nejúčinnější ohřev by vzdálenost od konce jádra k povrchu řezaného kovu měla být 2-3 mm. Předehřívací plamen musí být nastaven na mírně vyšší obsah kyslíku, protože mírně oxidační plamen zajišťuje intenzivní ohřev a zlepšuje kvalitu řezu.
Spalování kovu a odstraňování zplodin hoření z řezu se provádí proudem řezného kyslíku. Množství kyslíku procházejícího tryskou náustku závisí na konstrukci trysky, tlaku kyslíku a průtoku paprsku.
Řezání plynem vyžaduje určité množství kyslíku. Jeho nedostatek vede k nedokonalému spalování železa a neúplnému odstraňování oxidů a přebytek kyslíku kov ochlazuje. Množství kyslíku potřebné k úplné oxidaci řezaného kovu je dáno množstvím spáleného kovu a průměrnou spotřebou na jeho spalování.
Hlavní parametry režimu řezání kyslíkem jsou:
• výkon topného plamene;
• snížení tlaku kyslíku;
• řezná rychlost.
Výkon předehřívacího plamene vyznačující se spotřebou hořlavého plynu za jednotku času a závisí na tloušťce řezaného kovu. Měl by zajistit rychlé zahřátí kovu na začátku řezání na zápalnou teplotu a nezbytný ohřev během procesu řezání. Pro řezání kovu do tloušťky 300 mm se používá normální plamen. Při řezání tlustého kovu se nejlepších výsledků dosáhne při použití plamene s přebytkem paliva (karburační plamen). V tomto případě musí být délka viditelného plamene (při zavřeném kyslíkovém ventilu) větší než tloušťka řezaného kovu.
Volba tlaku řezacího kyslíku závisí na tloušťce řezaného kovu, velikosti řezné trysky a čistotě kyslíku.
S rostoucím tlakem kyslíku se zvyšuje jeho spotřeba. Tlak kyslíku se volí v závislosti na tloušťce kovu: čím je kyslík čistší, tím nižší je jeho spotřeba na 1 lineární čáru. metr řezu.
Rychlost pochodně musí odpovídat rychlosti hoření kovu. Stabilita procesu a kvalita řezaných dílů závisí na řezné rychlosti. Nízká rychlost vede k tavení řezných hran (obr. 51, a) a vysoká rychlost vede ke vzniku řezů, které nejsou zcela řezané (obr. 51, c). Řezná rychlost závisí na tloušťce a vlastnostech řezaných úseků. Řezná rychlost závisí na tloušťce vlastností řezaného kovu, typu řezu a způsobu řezání. Proto je přípustná řezná rychlost stanovena experimentálně. Řezná rychlost frézy se považuje za normální, pokud paprsek jiskry vychází téměř rovnoběžně s proudem kyslíku (obr. 51, b).
Příprava kovu pro řezání má velký vliv na kvalitu řezu a řezný výkon.
Rýže. 51. Povaha uvolňování strusky:
a – řezná rychlost je nízká; b – optimální rychlost; c – rychlost je vysoká
Před začátkem řezání jsou plechy přivezeny na pracoviště a umístěny na podložky tak, aby bylo zajištěno nerušené odstraňování strusky z oblasti řezání. Mezera mezi podlahou a spodním listem by měla být menší než 100-150 mm. Kovový povrch musí být před řezáním očištěn. V praxi se okuje, rez, barva a další nečistoty z kovového povrchu odstraní zahřátím řezné zóny plynovým plamenem a následným vyčištěním ocelovým kartáčem.
Před řezáním Plynová řezačka musí nastavit požadovaný tlak plynu na acetylenových a kyslíkových reduktorech, zvolit požadovaný počet vnějších a vnitřních náustků v závislosti na druhu a tloušťce řezaného kovu.
Proces řezání začíná zahřátím kovu na začátku řezu na teplotu vznícení kovu v kyslíku. Poté se uvolní řezný kyslík (probíhá nepřetržitá oxidace kovu v celé tloušťce) a fréza se pohybuje po linii řezu.
Pro zajištění vysoké kvality řezů musí být vzdálenost mezi náustkem a povrchem řezaného kovu udržována konstantní. K tomuto účelu jsou frézy vybaveny vodicími vozíky.
Proces řezání kyslíkem je založen na vlastnosti kovů a jejich slitin hořet v proudu čistého kyslíku.
Proces řezání zahrnuje následující fáze:
• ohřev počáteční řezné části na zápalnou teplotu kovu v kyslíku;
• spalování kovu v proudu kyslíku;
• roztavení výsledných oxidů a jejich vyfouknutí z místa řezu;
• ohřev sousedních vrstev kovu v kyslíku a pohyb frézy podél linie řezu.
Řezání začíná od okraje součásti. V případě nutnosti řezání se ze středu (pro tloušťku kovu do 50 mm) vyrazí otvor plamenem svisle stojící frézy, přičemž se místo řezání zahřeje a při prohlubování otvoru se plynule otevře ventil řezacího kyslíku.
Úhel sklonu frézy je 20-45° ve směru opačném ke směru řezání. Při řezání zakřivených čar je fréza držena svisle.
3. Úkol. Pojmenujte své akce v případě zpětného požáru při práci s generátorem acetylenu při svařování kovu.
Zavřete acetylenový ventil hořáku a rozdělovací ventil na generátoru. Ochlaďte hořák.
Vážený návštěvníku, přečetli jste si článek „Vstupenka č. 19“, který vyšel v kategorii „Závěrečná certifikace“. Pokud se vám tento článek líbil nebo vám byl užitečný, sdílejte jej se svými přáteli a známými.