Co je to Brinellovo číslo tvrdosti a jaký je jeho rozměr?
Tato norma specifikuje metodu měření tvrdosti kovů podle Brinella s tvrdostí nejvýše 650 jednotek.
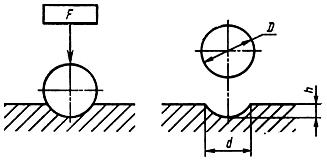
Podstatou metody je vtlačit kuličku (ocel nebo tvrdou slitinu) do vzorku (výrobku) působením síly působící kolmo na povrch vzorku po určitou dobu a po vyjmutí změřit průměr vtisku. síla.
Definice a označení jsou uvedeny v příloze 1.
(Změněné vydání, Rev. N 4, 5).
1.1. Tloušťka vzorku S musí být alespoň 8krát větší než hloubka vtisku h a je určena vzorcem
(F je vyjádřeno v H);
;(F je vyjádřeno v kgf).
Minimální tloušťka vzorku se stanoví v souladu s dodatkem 2.
1.2. Povrch vzorku musí být rovný a hladký.
Drsnost povrchu vzorku (nebo plochy na výrobku) Ra by neměly být větší než 2,5 mikronu podle GOST 2789, pokud nejsou v regulační a technické dokumentaci pro kovové výrobky uvedeny jiné pokyny.
1.3. Vzorek musí být připraven tak, aby se vlastnosti kovu nezměnily v důsledku mechanického nebo jiného zpracování, například zahřátím nebo zpevněním.
Sek. 1 (změněné vydání, změna č. 5).
Sek. 2 (vypuštěno, změna č. 5).
3.1. Zařízení pro měření tvrdosti podle GOST 23677.
(Změněné vydání, Rev. N 4).
3.2. Ocelová koule o průměru 10,0; 5,0; 2,5; 2,0; 1,0 mm musí mít tvrdost alespoň 850 HV10;
karbidová kulička o průměru 10,0; 5,0; 2,5; 2,0; 1,0 mm musí mít tvrdost minimálně 1500 HV10.
Maximální odchylky průměru koule od jmenovitého jsou uvedeny v tabulce. 1a.
| Jmenovitý průměr koule, mm | Maximální odchylka |
| 10,0 | ± 0,005 |
| 5,0 | ± 0,004 |
| 2,5 | ± 0,003 |
| 2,0 | ± 0,003 |
| 1,0 | ± 0,003 |
Požadavky na různé velikosti v průměru, variabilitu jednoho průměru, odchylku od kulovitosti a drsnost povrchu musí odpovídat koulím stupně přesnosti 20 podle GOST 3722.
(Změněné vydání, Rev. N 5).
3.3. (Vypuštěno, Rev. N 5).
4. MĚŘENÍ TVRDOSTI
4.1. Měření tvrdosti se provádí při teplotě
V případě neshody v posuzování kvality kovových výrobků se měření tvrdosti provádí při teplotě (23±5) °C.
(Dodatek, IUS 4-2003).
4.2. Při měření tvrdosti musí být přístroj chráněn před nárazy a vibracemi.
4.3. Nosné plochy stolu a stojanu, jakož i nosné a pracovní plochy vzorku musí být očištěny od cizích látek (okují, mastnoty apod.).
4.4. Vzorek musí být pevně umístěn na stole nebo stojanu, aby se zabránilo jeho pohybu a vychýlení během měření tvrdosti.
4.5. Když je tvrdost kovů menší než 450 jednotek, používají se k měření tvrdosti ocelové kuličky nebo kuličky z tvrdokovu;
když je tvrdost kovů více než 450 jednotek – kuličky z tvrdé slitiny.
4.6. Hodnota se volí v závislosti na kovu a jeho tvrdosti podle tabulky. 2.
| Materiál | Tvrdost podle Brinella | K |
| Ocel, litina, vysokopevnostní slitiny (na bázi niklu, kobaltu atd.) | Do 140 | 10 |
| 140 a další | 30 | |
| Titan a slitiny na jeho bázi | Z 50 | 15 |
| Měď a slitiny na jejím základě, lehké kovy a jejich slitiny | Менее 35 | 5 |
| Z 35 | 10 | |
| Ložiskové slitiny | Od 8 po 50 | 2,5 |
| Olovo, cín a další měkké kovy | Do 20 | 1 |
Síla F v závislosti na hodnotě K a průměru koule D se nastaví podle tabulky. 3.
Tabulka 3
4.7. Průměr kuličky D a odpovídající síla F se volí tak, aby průměr vtisku byl v rozsahu od 0,24 do 0,6 d.
4.8. Při měření tvrdosti se hrot plynule přivede do kontaktu s povrchem vzorku a plynule působí daná síla F, dokud nedosáhne požadované hodnoty.
Doba expozice hrotu pod vlivem dané síly musí odpovídat tabulce. 4, pokud nejsou v regulační a technické dokumentaci pro kovové výrobky uvedeny jiné pokyny.
| Tvrdost podle Brinella HB, HBW | Doba expozice, s |
| Do 10 | 180 |
| na 35 | 120 |
| 35 » 100 | 30 |
| 100 | 10-15 |
Doba od začátku působení síly do dosažení stanovené hodnoty by měla být 2-8 s.
4.9. Vzdálenost mezi středem otisku a okrajem vzorku musí být nejméně 2,5 průměru otisku d; vzdálenost mezi středy dvou sousedních tisků musí být nejméně čtyři průměry tisku; pro kovy s tvrdostí do 35 HB (HBW) by tyto vzdálenosti měly být 3d a 6d.
Pokud dojde k nesrovnalosti ve výsledcích měření tvrdosti na vzorcích se zakřiveným povrchem, musí být délka a šířka vyrobené rovné plochy minimálně dvojnásobkem průměru D kuličky.
4.10. Po změření tvrdosti by neměla být na zadní straně vzorku pozorována žádná plastická deformace od vtisku.
4.11. Průměr tisku d se měří pomocí mikroskopu nebo jiných měřicích přístrojů s maximální chybou:
±0,5 % (při použití kuliček o průměru 1,0, 2,0 nebo 2,5 mm);
±0,25 % (při použití kuliček o průměru 5,0 a 10,0 mm) průměru koule.
4.12. Tiskové průměry d1 a d2 měřeno ve dvou vzájemně kolmých směrech. Průměr vtisku d se považuje za aritmetický průměr výsledků měření. V tomto případě by rozdíl v měření průměrů jednoho tisku neměl překročit 2 % menšího.
U anizotropních kovů musí být rozdíl v měření průměrů vtisků uveden v regulační a technické dokumentaci pro kovové výrobky.
4.13. Počet otisků při měření tvrdosti a způsob zpracování výsledků měření jsou uvedeny v předpisové a technické dokumentaci pro kovové výrobky.
4.14. Tvrdost podle Brinella se stanoví pomocí vzorců v příloze 1 nebo tabulek v příloze 3.
Sek. 4 (změněné vydání, změna č. 5).
5. TESTOVACÍ ZPRÁVA
Protokol o měření tvrdosti musí uvádět:
číslo tvrdosti pro každý tisk;
číslo tvrdosti získané jako výsledek zpracování výsledků měření.
Sek. 5 (změněné vydání, změna č. 5).
PŘÍLOHA 1 (povinná). Definice a zápisy
PŘÍLOHA 1
Požadováno
Hloubka odsazení vypočtená podle vzorce

Poměr síly ke druhé mocnině průměru koule
Tvrdost podle Brinella HB (HBW) se číselně rovná poměru použité síly k ploše sférického vtisku a vypočítá se pomocí vzorců

když je síla F vyjádřena v N;

když je síla F vyjádřena v kgf.
Tvrdost podle Brinella se označuje symbolem HB (HBW), kterému předchází číselná hodnota tvrdosti tří platných číslic a za symbolem průměr kuličky, hodnota působící síly (v kgf) a doba trvání. je uvedena expozice, pokud se liší od 10 do 15 s.
250 HB 5/750 – Tvrdost podle Brinella 250, stanovená pomocí ocelové kuličky o průměru 5 mm, síle 750 kgf (7355 N) a době držení 10 až 15 s;
575 HBW 2,5/187,5/30 – Tvrdost podle Brinella 575, stanovena pomocí kuličky z tvrdé slitiny o průměru 2,5 mm, síle 187,5 kgf (1839 N) a době držení 30s.
Při stanovení tvrdosti ocelovou kuličkou nebo kuličkou z tvrdé slitiny o průměru 10 mm při síle 3000 kgf (29420 N) a době držení 10 až 15 s se tvrdost podle Brinella udává pouze číselnou hodnotou tvrdosti a symbol HB nebo HBW: například 185 HB, 600 HBW .
Označení parametrů je uvedeno na výkrese.
PŘÍLOHA 2 (doporučeno). Minimální tloušťka vzorku
| Průměr tisku, mm | Minimální tloušťka vzorku pro průměr koule, mm | ||||
| 1 | 2 | 2,5 | 5 | 10 | |
| 0,2 | 0,08 | ||||
| 0,3 | 0,18 | ||||
| 0,4 | 0,33 | ||||
| 0,5 | 0,54 | 0,25 | |||
| 0,6 | 0,80 | 0,37 | 0,29 | ||
| 0,7 | 0,51 | 0,40 | |||
| 0,8 | 0,67 | 0,53 | |||
| 0,9 | 0,86 | 0,67 | |||
| 1,0 | 1,07 | 0,83 | |||
| 1,1 | 1,32 | 1,02 | |||
| 1,2 | 1,60 | 1,23 | 0,58 | ||
| 1,3 | 1,46 | 0,69 | |||
| 1,4 | 1,72 | 0,80 | |||
| 1,5 | 2,0 | 0,92 | |||
| 1,6 | 1,05 | ||||
| 1,7 | 1,19 | ||||
| 1,8 | 1,34 | ||||
| 1,9 | 1,50 | ||||
| 2,0 | 1,67 | ||||
| 2,2 | 2,04 | ||||
| 2,4 | 2,46 | 1,17 | |||
| 2,6 | 2,92 | 1,38 | |||
| 2,8 | 3,43 | 1,60 | |||
| 3,0 | 4,0 | 1,84 | |||
| 3,2 | 2,10 | ||||
| 3,4 | 2,38 | ||||
| 3,6 | 2,68 | ||||
| 3,8 | 3,00 | ||||
| 4,0 | 3,34 | ||||
| 4,2 | 3,70 | ||||
| 4,4 | 4,08 | ||||
| 4,6 | 4,48 | ||||
| 4,8 | 4,91 | ||||
| 5,0 | 5,36 | ||||
| 5,2 | 5,83 | ||||
| 5,4 | 6,33 | ||||
| 5,6 | 6,86 | ||||
| 5,8 | 7,42 | ||||
| 6,0 | 8,00 | ||||
Přílohy 1, 2 (Změněné vydání, změna č. 5).
DODATEK 3 (povinný). Tabulky tvrdosti podle Brinella
1. VYVINUTO A PŘEDSTAVENO Ministerstvem metalurgie železa SSSR
2. Norma plně vyhovuje ST SEV 468-88, ISO 410-82, ISO 6506-81
3. POPRVÉ PŘEDSTAVENO
4. REFERENČNÍ PŘEDPISY A TECHNICKÉ DOKUMENTY
| Označení NTD, na které je odkaz uveden | Číslo položky |
| GOST 2789-73 | 1.2 |
| GOST 3722-81 | 3.2 |
| GOST 23677-79 | 3.1 |
5. Doba platnosti byla zrušena podle protokolu N 4-93 Mezistátní rady pro standardizaci, metrologii a certifikaci (IUS N 4-94)
6. VYDÁNÍ (srpen 2006) s dodatky č. 1, 2, 3, 4, 5, schváleno poštou. N 1716 ze dne 16.05.79; Rychle. N 3573 ze dne 12.10.84; v březnu 1986, říjnu 1989 (IUS 6-63, 7-79, 1-85, 6-86, 2-90), ve znění pozdějších předpisů (IUS 4-2001, 1-2003)
O nás
METOLAB vyrábí moderní vysoce přesné tvrdoměry pro měření metodou Rockwell, Brinell a Vickers.
Hosté
- Rockwellova metoda
- Brinellova metoda
- Vickersova metoda
Služby
- Nastavení zařízení
- Servisní údržba
- Organizace ověřování
- Nastavení tvrdoměru
- Doručení po celém Rusku
- konzultace
Kontakty Metolab
- 107143, Moskva, 1. Irtyšský proezd, 4, budova 1
- +7 (499) 705-10-33
- info@metolab.ru