Argonové svařování TIG – revize technologie a zařízení

Všichni svářeči musí vědět, co je svařování TIG. Argonové obloukové svařování litiny a hliníku je vynikající i pro začátečníky. Získání švů při svařování argonem, bezpečnostní opatření, výběr rukavic a dalšího vybavení, stejně jako hlavní chyby by měly být prostudovány co nejdůkladněji.
Co je to?
Lidé začali svařovat kovy už docela dávno. Staré a moderní svařování se však velmi liší. TIG svařování je jedním z nejmodernějších způsobů spojování kovových obrobků. Jeho hlavním principem je použití wolframové elektrody vnesené do atmosféry chemicky neaktivního plynu. Samotná tyč tohoto druhu je obvykle klasifikována jako „netavící se“ kategorie. Svářeč musí nástroj elektrody naostřit, jinak není možné dosáhnout stálé stabilní existence elektrického oblouku.
Oficiální definice termínu TIG je svařování argonovým obloukem pomocí netavitelné elektrody. Samozřejmě i wolfram se může roztavit – ale pouze při teplotě ne nižší než 3500 stupňů. Někdy schéma zahrnuje dodávání nikoli argonu, ale jiného neutrálního plynu. Stojí za zmínku, že v technické dokumentaci může mít tato metoda jiné názvy. Například v německojazyčné literatuře se používá termín WIG. Nechybí ani název GTA, který nevypovídá o chemických vlastnostech použitého plynu.
Svařování wolframovým plynem vstoupilo do komerčního využití ve 1940. letech XNUMX. století. Stal se skutečnou spásou pro letecký průmysl a později pro raketovou techniku, kde již jiné způsoby připojení nevyhovovaly. Poměrně brzy výhody TIG ocenili i inženýři z jiných průmyslových odvětví. Hlavní vlastnosti této metody:
- maximální rovnoměrnost švu (vzhled pórů a abnormálních dutin je vyloučen);
- snížení vnitřního mechanického pnutí;
- žádné tavné rozstřiky;
- Vhodné pro prakticky jakýkoli čistý kov nebo slitinu;
- není potřeba obrobky po spojení dále zpracovávat;
- možnost obecně zvládnout vybavení a pracovní metody ve 2-3 sezeních;
- nízká efektivita práce pod širým nebem (bez izolace před větrem);
- potřeba pečlivé přípravy povrchu;
- komplikace práce kvůli nepřijatelnosti ostrého úhlu umístění hořáku;
- potřeba vyčistit stopy zanechané elektrickým obloukem.
Svařování v kelímku je vhodné pro práci s téměř všemi druhy oceli. Když je elektrodový nástroj umístěn v kleštině, je pevně upevněn v hořáku. Nadměrná délka je skryta dodatečnou krytkou, která eliminuje riziko zkratu. Konečnou součástí hořáku je speciální keramická tryska. Uprostřed je elektroda obklopená izolačním plynem.
Když jsou desky odděleny mezerou nebo je cílem získat svar s vysokou odolností proti roztržení a lomu, musí být použit přídavný drát. Průřez tohoto drátu je dán požadovanou tloušťkou výrobku a konkrétně švem. V některých případech se používá pulzní verze svařování TIG. Tato volba znamená, že aktuální parametry se změní z maxima na minimum v relativně krátkém čase. K provozu lze použít stejnosměrný i střídavý proud. Zohledňuje se jak typ, tak tloušťka kovových polotovarů. Je nezbytné pochopit rozdíly mezi TIG a MMA.
Druhá možnost – MMA zahrnuje použití potažené elektrody. Tento přístup eliminuje použití izolačního plynu. Tavící elektrody zanechávají zesílený šev. Můžete s jistotou pracovat s ocelí pomocí zařízení MMA. Technika TIG umožňuje efektivně manipulovat s hliníkem a dalšími neželeznými kovy.
Сферы применения
Technologie TIG se používá v:
- stavba lodí;
- výroba automobilů a letadel;
- získávání částí různých strojů a mechanismů;
- výroba lékařského vybavení;
- výroba domácího a profesionálního elektrického nářadí.
Tato technika umožňuje úspěšně svařovat výrobky ze železného kovu – litiny a oceli. Můžete perfektně svařovat řekněme uhlíkové a nerezové obrobky. Není třeba pečlivě vybírat výplňový materiál – hodí se téměř každá možnost. Spolu s čistě wolframovými nástroji lze použít i struktury obsahující wolfram. Litina se musí předehřát. Práce s legovanou ocelí a ocelí obsahující hodně uhlíku je možná, pokud nejsou vystaveny silnému mechanickému zatížení, navíc je nutné chránit kov před nadměrným teplem.
TIG svařování hliníku stejnosměrným proudem se v posledních letech téměř přestalo používat. Samotná metoda se vyznačuje zvýšenou cenou. Proto se používá především tam, kde jsou kladeny vysoké nároky na samotné výrobky a jejich spoje. Plnohodnotnou práci lze vykonávat pouze v podmínkách průmyslové výroby. V soukromém domě nebo malé dílně obvykle vznikají vážné problémy.
Metodou TIG lze poměrně dobře vařit i výrobky z mědi. Tato možnost vám umožní získat velmi krásný šev. Je nezbytně nutné vzít v úvahu tekutost taveniny mědi a zvýšenou tepelnou vodivost tohoto kovu. Silné zahřívání mědi vede ke vzniku žáruvzdorných součástí, které se vyznačují zvýšenou křehkostí. Není možné vytvořit svislé nebo stropní švy – to vše kvůli stejné speciální tekutosti kovu.
Přehled vybavení
Pro normální provoz budete potřebovat:
- invertorové zařízení vybavené adaptérem pro směs plynů, s evropským konektorem, s ovládáním výstupních parametrů;
- evropský standardní rukáv;
- hadice, kterými je plyn čerpán z válce;
- samotné tyto válce;
- reduktory plynu;
- kalibrované a seřízené tlakoměry;
- specializovaný hořák;
- přísady (drát výplňového nebo speciálního typu svařování, co nejblíže složení ke zpracovávanému materiálu);
- čistý inertní plyn (někdy v kombinaci s oxidem uhličitým).
Zvláště důležité je vybrat správné velikosti výplňového drátu a tyčí. Principy jsou víceméně stejné:
- pokud díly nemají tloušťku větší než 3-5 mm, použijte přísady s vnějším průřezem ne menším než 1,2 a ne větším než 2 mm;
- nejtenčí obrobky jsou zpracovány pomocí drátů o průřezu 0,8-1 mm (to je zaručeno pro eliminaci popálení);
- Je třeba vzít v úvahu i velikost svařovacího proudu.
Mezi komponenty pro TIG svařování hrají důležitou roli použité elektrody. Velikost elektrodových nástrojů se vybírá přísně podle použitého proudu:
- při použití elektřiny ne silnější než 50 A si vystačíte s průměrem 0,1 cm;
- elektroda o průřezu 0,16 cm umožňuje úspěšně pracovat i s elektrickou silou až 100 A;
- průměr 0,32 mm zaručuje plné napájení až 300 A;
- ale pro práci s proudy ještě větší síly potřebujete elektrodu o rozměru 0,42 cm.
Spolu s čistě wolframovými elektrodovými nástroji patří k vybavení moderní svářeče nutně thoriované a lanthanem pokovené vzorky. Stojí za zmínku, že některé elektrody jsou určeny pro stejnosměrný proud, jiné pro střídavý proud a další mají univerzální použití. Tento bod se nutně odráží v označování. Kolik konkrétních elektrod bude zapotřebí, lze říci pouze s ohledem na režim svařování, průměr tyčí, typ proudu a další potřebné indikátory.
Samostatným aktuálním tématem je výběr trysky. Dělí se na klasické formáty a komponenty pro plynové objektivy. Trysky jsou také klasifikovány podle typů hořáků, pro které jsou určeny. Čím větší číslo dílu, tím větší bude. Mezinárodní standard značení používá průměry od 4 do 10 (kromě průměru 9, který se vůbec nikde nevyrábí).
Čísla udávají průměr, měřený v šestnáctinách anglického palce. Převedeno do metrických kritérií je to přesně 1,588 mm. Za zmínku také stojí, že keramické trysky mohou být vyrobeny nejen ve standardní, ale také v podlouhlé formě. Čím větší průměr, tím silnější bude elektroda kompatibilní. Je to z důvodu nutnosti izolovat větší svar plynem. Za zmínku také stojí, že při svařování TIG musíte používat rukavice k ochraně rukou. Často jsou vyrobeny z kozí nebo hovězí kůže. Poměrně rozšířená je i štípenka – tedy kůže potažená tepelně-ochrannou vrstvou. Některé rukavice s děleným listem jsou vybaveny kevlarovou vrstvou, a proto mají zvýšené ochranné vlastnosti. Rukavice Pure Kevlar jsou vyrobeny z para-amidových vláken a jsou k dispozici od mnoha významných výrobců. Pokud jde o plátěné palčáky, používají se pouze pro lehkou, krátkou práci.
Svářeči také obvykle nosí:
- boty nebo boty zvláštního typu;
- obličejové masky;
- kukly (klobouky a jiné kukly);
- zástěry;
- chrániče kolen;
- rukávy
Provozní režimy
Klíčové režimy TIG jsou:
- napájení stejnosměrným proudem různé polarity;
- napájení vysokofrekvenčním střídavým proudem s měnícími se parametry proud-napětí (což zajišťuje šetrnou práci s díly);
- bezkontaktní tok vysokonapěťového proudu přes oscilátor.
Při práci s hořčíkovými a hliníkovými slitinami s obrácenou polaritou je nutné nastavit nastavení pro stejnosměrný proud. Tato metoda zajišťuje vynikající pevnost švů. Současně je možné zničit příliš hustý film na povrchu, který brání normálnímu tání. Důležitou podmínkou úspěchu je použití specializovaných svařovacích drátů, ručně zasunutých do pracovního prostoru.
Všechny ostatní kovy a slitiny se obvykle svařují přímou elektřinou s přímou polarizací. Aditiva a proud se volí individuálně. Střídavé svařování TIG (pulzní technika) je dobré, protože se obrobky nadměrně nezahřívají. Obvykle se používá při práci s tenkostěnnými výrobky. Pokud jde o použitý argon, lze použít plyn první a nejvyšší kategorie čistoty. Pro nejsložitější manipulace se argon mísí s heliem a pro méně kritickou práci – s oxidem uhličitým (což je mnohem ekonomičtější).
Bezpečnostní pravidla
Jak již bylo zmíněno, je nepřijatelné provádět svářečské práce bez rukavic, speciálních masek a přileb a jiného speciálního oblečení. To ale absolutně nestačí. Je nutné zkontrolovat, jak jsou jednotky uzemněny a zda jsou rukojeti elektrodových svorek dobře izolovány. Rovněž stojí za to věnovat pozornost tomu, zda je správně připojena hadice přivádějící argon. Je-li zajištěno vodní chlazení, hraje důležitou roli také upevnění hadice přívodu vody.
Dále zkontrolujte, zda je reduktor plynu v provozu, zda jsou utěsněny manometry a zda jsou závity převlečné matice neporušené. Při použití automatických svařovacích systémů je nutné na straně obsluhy připevnit štít s částí pro filtraci světla. Při svařování hliníku, mědi a některých jejich slitin vznikají toxické plyny a páry. Díky tomu je možné normálně pracovat pouze s aktivní odsávací ventilací nebo čerpáním vzduchu pod svářečskou masku.
Horký hliník může hořet. Použití tvarovacích podložek a pohyblivých závěsů tomu pomáhá zabránit. K čištění výplňového hliníku louhem sodným používejte gumové rukavice a speciální chemické brýle. Všechny vodiče musí být izolovány a elektrické spotřebiče a jejich připojovací body musí být uzemněny. Plynové čočky lze použít v nejrůznějších podmínkách. Použití těchto dílů může být prováděno přesně podle pokynů a nic jiného!
Při automatickém svařování s dálkovým ovládáním by měl být také ovládací pedál pečlivě vybrán a pečlivě uzemněn. Svařovací zařízení by měli připojovat, odpojovat a opravovat pouze elektrikáři a ekvivalentní odborníci. Je bezpodmínečně nutné používat napájecí zdroje s jednotkami, které automaticky přeruší obvod při volnoběhu.
Držáky elektrod, které nejsou určeny pro zvýšené mechanické zatížení (minimálně 8000 upínacích cyklů), nelze použít. Před zahájením práce byste měli zkontrolovat provozuschopnost a suchost kombinézy, rukavic a dalšího vybavení. Na úzkých místech je povinné nosit gumové galoše a podobné rohože. Plynové lahve jsou skladovány přísně svisle! Pokud je reduktor láhve s oxidem uhličitým zamrzlý, zahřívá se buď speciálním zařízením nebo hadrem napuštěným horkou vodou, ale ne otevřeným ohněm! Použití otevřeného ohně k zasažení jakýchkoli částí jakýchkoli plynových lahví je zcela zakázáno. Svařování v místech, kde se skladuje mouka, uhlí, rašelina a jiné prašné látky, se provádí pouze za silného větrání a s přímým povolením hasičů.
Pokud kov zakrývá dřevo nebo jiný hořlavý materiál nebo pokud se pracuje na dřevěném lešení, je třeba přijmout mimořádná ochranná opatření. Ale ještě lepší nápad je odstranit všechny nebezpečné látky z pracovního prostoru, i když to vyžaduje hodiny složité přípravy. Kromě toho musíte sledovat:
- přeprava těžkých předmětů;
- provozuschopnost nástrojů pro lanoví;
- hořlavé a výbušné páry;
- ochrana transformátorů, vodičů a dalších částí před srážkami;
- koncentrace toxických látek v pracovní oblasti.
Technologie svařování
To hlavní, co je pro začátečníky důležité naučit se při svařování argonem, je správná volba režimů. Elektrody jsou naostřeny tak, že značky jsou umístěny v rovnoběžné rovině vzhledem k ose tyče. Kromě zpracování smirkovým kotoučem budete muset hrot elektrodového nástroje vyleštit. Úhel ostření se zvětší, pokud se má svařovat tlustý kov. Pojďme si dát základy, jak správně zapálit oblouk. Existují tři klíčové techniky:
- protažení jehly kovem;
- bodový dotyk (tato technika se nazývá Lift TIG);
- bezkontaktní zasvěcení.
První možnost může způsobit spoustu problémů. Při výběru se elektroda často přilepí a začne se otupovat. Druhý způsob se používá především doma – je typický pro svářečky v průměrné cenové hladině. Třetí přístup je pro svářeče nejpohodlnější, ale jeho použití je možné pouze na drahém zařízení. Oblouk musíte vést tak, abyste získali přesně definovaný výsledek.
Takže budete moci získat tenké a rovné švy vlastními rukama, pokud je mezera od jehly k povrchu 0,3 cm. Zvětšením této mezery se tím rozšíří svarová lázeň, avšak hloubka roztavené zóny se sníží. Šev se provádí z pravého do levého rohu, nejsou povoleny žádné výkyvy. Při práci se zesílenými deskami je nutné řezat okraje přísně na 45 stupňů. Plnění a aplikované stehy na rozdíl od kořenových stehů neprobíhají hladce, ale díky příčným oscilačním manévrům. Výčnělek jehly v kloubech je 0,5 cm.
Svařování střídavým proudem se provádí podáváním drátu proti pohybu hořáku. Při prvním průchodu je amplituda 2-4 mm. Následující vrstvy se vyskytují s amplitudou 6-8 mm. Po dokončení svařování zhasněte oblouk, ale ponechte elektrodu v kontaktu s kovem po dobu až 20 sekund. Teprve po vychladnutí jej lze vyjmout.
Základní chyby a jejich odstranění
Porušení technologie svařování ohrožuje výskyt trhlin. To je způsobeno nadměrným proudem, nesprávným umístěním švů a také špatným složením kovu. Problémové oblasti jsou jednoduše vyříznuty nebo vyvrtány z konců. Příliv naznačuje, že základní kov byl mírně zahřátý. Veškeré prověšení je odříznuto, ale neomezují se na to, ale zjišťují, zda v problémové oblasti chybí penetrace. Podříznutí (prohlubeň na zbytečném místě) koncentruje mechanické namáhání. Kromě toho se šev v průřezu zmenší. Při zvýšených hodnotách proudu se obvykle objevují podříznutí. Jsou mnohem typičtější pro horizontální švy než pro vertikální linie. Další kov je nanesen v tenkých oblastech a poté pečlivě broušen.
V místě, kde přerušení oblouku vytvořilo zářez, se objeví kráter. Je také typické, že se v takových oblastech objevují póry. Kráterům lze téměř vždy zabránit předfouknutím plynem. Taková místa jsou vyříznuta nebo odstraněna vrtáním, pak budou muset být znovu svařena. V případě popálení zbývá místo znovu vyčistit a svařit.
Chcete-li se dozvědět, co je svařování TIG, podívejte se na následující video.
Když je potřeba vytvořit trvalé spojení dílů z nerezové oceli, mědi, titanu, hliníku, ale i řady dalších neželezných kovů a slitin na jejich bázi, nejčastěji se používá svařování argonem. Proces jeho implementace je poměrně pracný a specifický.

Proces svařování argonem
Principy svařování v argonovém prostředí
Argonové svařování kombinuje vlastnosti elektrického oblouku a svařování plynem. Tento technologický proces kombinuje se svařováním elektrickým obloukem povinné použití elektrického oblouku a se svařováním plynem kombinuje použití plynu a některých technologických metod pro vytvoření trvalého spojení.
Natavení hran spojovaných dílů a přídavného materiálu, pomocí kterého se svar vytváří, je zajištěno vysokou teplotou vznikající při hoření elektrického oblouku. Plyn (v tomto případě argon) plní ochranné funkce, o kterých by se mělo diskutovat podrobněji.
Svařování legovaných ocelí, většiny neželezných kovů a slitin na nich založených má některé vlastnosti, a to to, že tyto kovy jsou v roztaveném stavu při interakci s kyslíkem a jinými nečistotami okolního vzduchu aktivně oxidovány.
To negativně ovlivňuje kvalitu vytvářeného svaru: ukazuje se jako křehký, v jeho struktuře se tvoří póry – vzduchové bubliny, které výrazně oslabují spojení. Okolní vzduch má ještě negativnější dopad na hliník roztavený při svařování. Pod vlivem kyslíku v okolním vzduchu začne tento kov hořet.
Optimálním řešením, které umožňuje účinně chránit oblast vytvářeného spoje při svařování neželezných kovů a legovaných ocelí, je použití ochranného plynu – to je argon. Vysoká účinnost použití tohoto konkrétního plynu je vysvětlena jeho charakteristikami.
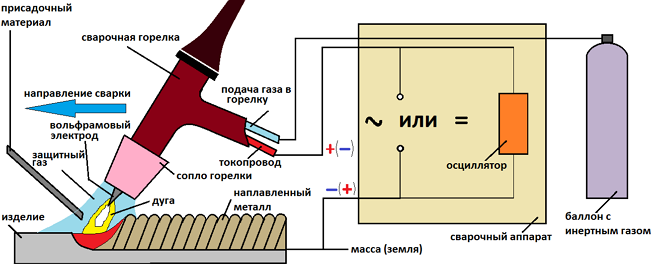
Schéma činnosti argonového obloukového svařování
Argon je výrazně těžší než vzduch (38 %), takže snadno vytlačuje vzduch z oblasti svařování a vytváří její spolehlivou ochranu. Argon je svou povahou inertní a prakticky nereaguje s roztaveným kovem, stejně jako s jinými plyny přítomnými v oblasti, kde hoří svařovací oblouk. Při svařování argonem s obrácenou polaritou je třeba vzít v úvahu jeden důležitý bod: v tomto případě se elektrony snadno oddělují od atomů plynu, jejichž proudění přeměňuje plynné médium na vodivou plazmu.
Technologie pro svařování v plynu, jako je argon, může zahrnovat použití spotřebovávaných i netavitelných elektrod (jako jsou wolframové tyče). Průměr wolframových elektrod, o kterých je známo, že jsou výjimečně žáruvzdorné, se vybírá pomocí speciálních referenčních knih. Volba tohoto parametru je ovlivněna vlastnostmi spojovaných dílů.

Metody svařování tig
Argonové svařování je rozděleno do tří typů v závislosti na použité technologii:
- ruční, prováděné nekonzumovatelnou wolframovou elektrodou (tato technologie je označována zkratkou RAD);
- automatický, probíhající v argonovém prostředí pomocí nekonzumovatelných elektrod (svařovací označení pro tento typ je AAM);
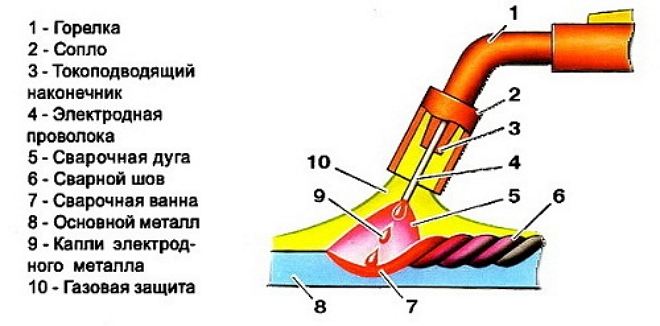
- automatické, prováděné v argonovém prostředí pomocí spotřebních elektrod (název této technologie je AADP).
Podle mezinárodní klasifikace je argonový obloukový svařovací stroj nebo svařování prováděné pomocí wolframové elektrody v ochranném prostředí libovolného inertního plynu označeno zkratkou TIG (Tungsten Inert Gas).
Vlastnosti svářečských prací v prostředí argonu
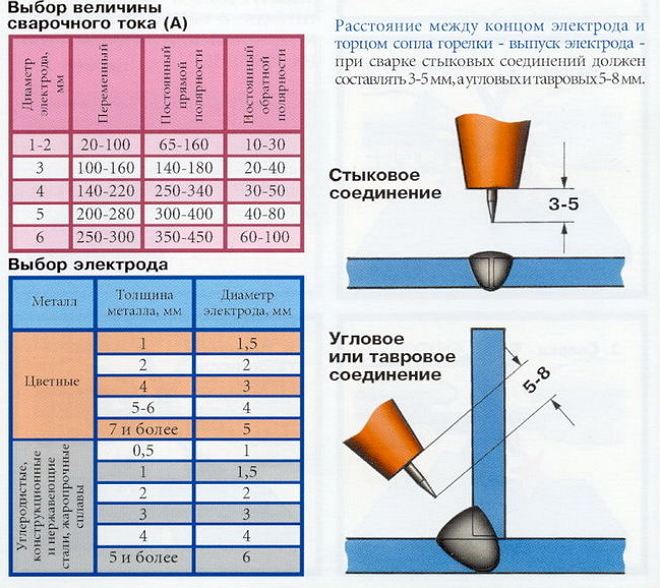
Pracovním orgánem svařovacího zařízení sloužícího ke spojování kovových dílů v prostředí ochranného plynu (včetně argonu) je hořák. Právě do hořáku (v jeho střední části) se vkládá wolframová elektroda, jejíž vyčnívání by mělo být v rozmezí 2–5 mm. Fixace elektrody uvnitř takového hořáku je zajištěna pomocí speciálního držáku: do něj lze vložit wolframovou tyč libovolného požadovaného průměru. Pro přívod ochranného plynu je svařovací hořák vybaven keramickou tryskou.
Princip činnosti argonového svařování
Potřebná teplota při svařování argonem, jak bylo uvedeno výše, je vytvářena elektrickým obloukem. Svar je vytvořen pomocí přídavného drátu, jehož složení by mělo co nejlépe odpovídat složení zpracovávaného kovu.
Uveďme hlavní etapy svařování daného typu, který používá wolframovou elektrodu.
- Povrchy spojovaných dílů jsou důkladně očištěny od nečistot, stop oleje a mastnoty a také od oxidového filmu. Toto čištění je povinné a lze jej provádět mechanicky nebo pomocí chemikálií.
- Uzemnění musí být spojeno s díly, které mají být připojeny. To lze provést buď přímo (pokud jsou díly velké), nebo přes kovový povrch pracovního stolu (pokud díly nejsou velké). Přídavný drát, který je důležitý, není součástí elektrického svařovacího obvodu, ale je dodáván samostatně.
- Svařovací proud se nastavuje na svařovacím zařízení. Tento parametr se volí v závislosti na vlastnostech spojovaných obrobků.
- Po zapnutí proudu se hořák s elektrodou přiblíží co nejblíže ke svařovaným dílům, aniž by se dotkl jejich povrchu. Optimální vzdálenost, ve které je hořák umístěn od povrchu spojovaných obrobků (toto musí být dodrženo během procesu svařování), je 2 mm. Přidržení elektrody v tak krátké vzdálenosti vám umožní důkladně roztavit spojovaný kov a získat krásný a čistý svar.
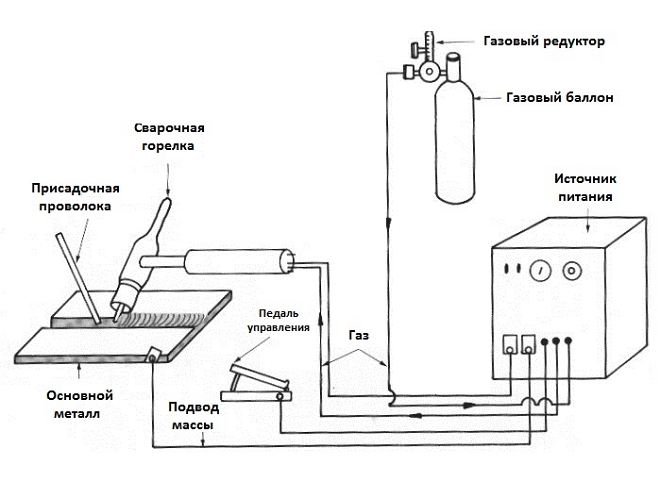
Schéma svařovacího zařízení pro svařování v argonu
- Přívod ochranného plynu se zapíná předem – 15–20 sekund před začátkem svařování. Přívod argonu se nevypne ihned po dokončení svařování, ale o něco později – po 5-10 sekundách.
- Hořák a přídavný drát jsou pomalu vedeny pouze podél vytvářeného švu, aniž by docházelo k příčným vibracím. Přídavný drát, který je umístěn před hořákem, je zaváděn do zóny elektrického oblouku velmi hladce, bez náhlých pohybů. V opačném případě bude roztavený kov silně stříkat.
- Při svařování se elektrický oblouk zapálí, aniž by se elektroda dotkla spojovaných ploch. Toto pravidlo je nutné dodržovat z několika důvodů. Za prvé, ionizační potenciál argonu je velmi vysoký, což ztěžuje efektivní využití jiskry z dotyku elektrody k jeho redukci. Když se pro svařování používá spotřebovávaná elektroda, vznikají kovové páry, když se dotknou spojovaných dílů. Jejich ionizační potenciál je ve srovnání s argonem výrazně nižší, což usnadňuje proces zapálení elektrického oblouku. Za druhé, pokud se dotknete povrchu spojovaných dílů wolframovou elektrodou, dojde k jejímu znečištění, což narušuje kvalitu svařovací práce.

Proces svařování TIG zblízka
Mnoho lidí se přirozeně ptá, jak lze zapálit elektrický oblouk v plynu, jako je argon, pokud je jeho ionizační potenciál příliš vysoký a samotná elektroda se nedotýká povrchu připojovaných částí. K tomu slouží oscilátor, který převádí proud přicházející z elektrické sítě s konvenčními parametry na vysokofrekvenční impulsy o hodnotě napětí 2000–6000 V a frekvenci proudu 150–500 Hz. Právě tyto impulsy umožňují zapálit elektrický oblouk, aniž by se elektroda dostala do kontaktu s připojovanými díly.
Zařízení a zařízení pro argonové svařování
K provádění argonového svařování nestačí mít standardní svařovací stroj, kterým může být invertor nebo transformátor. Tato technologie vyžaduje použití takového vybavení a speciálního vybavení, jako jsou:

Invertorová svářečka a plynová láhev pro svařování pomocí argonu
- střídač nebo klasický svařovací transformátor, jehož výkon by měl být dostatečný k provedení takového technologického procesu (zejména pro tyto účely lze použít transformátor, jehož výkon naprázdno je v rozsahu 60–70 V);
- výkonový stykač, přes který bude do svařovacího hořáku přiváděno požadované svařovací napětí;
- oscilátor, jehož účel byl zmíněn výše;
- speciální regulátor, který bude zodpovědný za dobu ofukování svařovací zóny argonem (protože ochranný plyn musí začít proudit několik sekund před začátkem svařování a jeho přívod musí být vypnut několik sekund po jeho dokončení);
- speciální hořák s keramickou tryskou a svorkou pro upevnění wolframové elektrody;
- plynová láhev a reduktor, který reguluje úroveň tlaku argonu dodávaného do svařovací zóny;
- wolframové elektrody a výplňové tyče požadovaného průměru;

Oprava alu kola – typické použití argonového svařování
- přídavný transformátor zodpovědný za napájení spínacích zařízení;
- usměrňovač generující stejnosměrný elektrický proud o napětí 24 V, který je přiváděn do spínacích zařízení;
- relé, které je zodpovědné za zapínání a vypínání zařízení, jako je oscilátor a stykač;
- elektroplynový ventil pracující na 24 nebo 220 V;
- indukčně-kapacitní filtr, který chrání svařovací stroj před negativními účinky vysokonapěťových impulzů;
- ampérmetr používaný k měření svařovacího proudu;
- funkční nebo vadnou autobaterii o kapacitě 55–75 Ah, která je nezbytná pro snížení stejnosměrné složky svařovacího proudu, která nutně vzniká při provádění procesu na střídavý proud (taková baterie je zapojena do svařovacího elektrického obvodu v sérii);
- svářečské brýle, které musí být používány jako hlavní prvek ochrany pro svářeče.
V případě potřeby si můžete zařízení pro argonové svařování vybavit sami zakoupením všech potřebných komponent v železářství nebo na trhu. Pokud se nechcete zabývat designem, můžete si okamžitě pořídit svařovací stroj, jehož značka obsahuje zkratku TIG. Aby bylo možné takové zařízení začít používat, musí být navíc vybaveno plynovou lahví, hořákem, prvky, které hořák ovládají a přívod ochranného plynu.
Doporučení pro výběr režimů
Aby bylo svařování pomocí argonu prováděno efektivně, je nutné správně zvolit jeho režimy.
Důležitými parametry při svařování touto technologií jsou polarita a směr pohybu elektrického proudu. Jejich výběr je ovlivněn vlastnostmi svařovaných materiálů. Střídavý proud nebo obrácená polarita se volí, když je potřeba svařovat díly z hliníku, berylia, hořčíku a jiných neželezných kovů. Tato volba je vysvětlena skutečností, že při použití takových parametrů elektrického proudu je oxidový film, který je vždy přítomen na povrchu těchto materiálů, účinně zničen.
Nuance práce s argonovým svařováním
Typickým příkladem je svařování hliníku, jehož oxidový film na povrchu má velmi vysokou teplotu tání. Při svařování dílů vyrobených z tohoto kovu proudem s obrácenou polaritou dochází k účinné destrukci oxidového filmu v důsledku skutečnosti, že ionty argonu aktivně bombardují povrch spojovaných dílů. Argon se mění na vodivou plazmu, což nejen zjednodušuje svařovací práci, ale také výrazně zlepšuje její kvalitu. Pokud se svařování dílů vyrobených z daného kovu provádí pomocí střídavého proudu, pak pro dosažení tohoto efektu musí spojované díly fungovat jako katoda.
Pro svařování v ochranné atmosféře se často používá přídavné zařízení, jako je oscilátor. Při svařování střídavým proudem usnadňuje proces zapálení svařovacího oblouku a po rozsvícení funguje jako stabilizátor.
V okamžiku, kdy se změní polarita střídavého proudu, může dojít k deionizaci (a tedy k útlumu) svařovacího oblouku. Aby se tomu zabránilo, oscilátor, když se změní polarita elektrického proudu, generuje elektrické impulsy a dodává je do svařovacího oblouku.
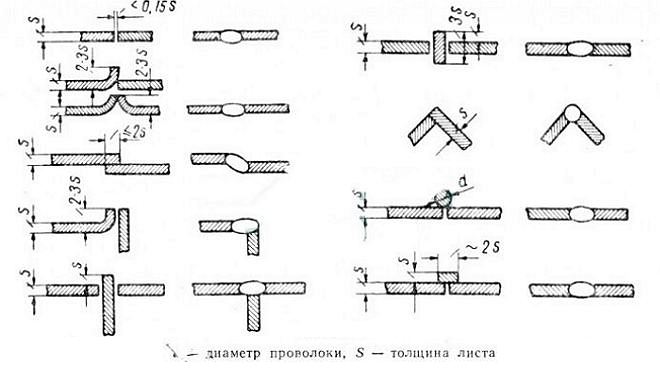
Typy tenkých plechových spojů při svařování argonem
Hodnota svařovacího proudu se volí v závislosti na řadě parametrů: vlastnostech zpracovávaného materiálu, geometrických rozměrech obrobků a také velikosti použitých elektrod. Pro výběr tohoto parametru je nejlepší použít údaje obsažené v odborné literatuře.
Důležitým parametrem je rychlost proudění ochranného plynu argonu, zvolená v závislosti na rychlosti přivádění přídavného materiálu a rychlosti proudění unášeného vzduchu. Minimální hodnota tohoto parametru bude, pokud se svařování provádí uvnitř, kde nejsou žádné průvany. Pokud proces probíhá venku, kde jsou časté silné poryvy bočního větru, je nutné nejen zvýšit průtok argonu, ale také pomocí speciálních konfuzních trysek přivádět jej do svařovací zóny, z níž je plyn přiváděn přes jemná síťovina.
Kromě argonu se do směsi ochranných plynů často v malých množstvích (3–5 %) přidává kyslík. Kyslík v tomto případě reaguje s různými škodlivými nečistotami, které se mohou nacházet na povrchu spojovaných dílů (vlhkost, špína atd.). V důsledku této interakce škodlivé nečistoty vyhoří nebo se změní ve strusku, která vyplave na povrch svaru.
Jedna věc, kterou je třeba mít na paměti, je, že při svařování mědi by se neměl používat kyslík, protože produkuje oxid mědi. Tato sloučenina reagující s vodíkem obsaženým v okolním vzduchu vytváří vodní páru, která má tendenci unikat ze svarového kovu. To vše vede ke vzniku mnoha pórů ve vytvořeném svaru, což má nejvíce negativní vliv na jeho kvalitativní vlastnosti.
Výhody a nevýhody svařování v ochranné atmosféře argonu
Svařování prováděné v prostředí ochranného plynu argonu má výhody i nevýhody, které je třeba vzít v úvahu. Mezi výhody této technologie patří:

Příklad švu vyrobeného svařováním v prostředí argonu
- možnost získání vysoce kvalitního a spolehlivého svarového spoje, který je zajištěn účinnou ochranou oblasti, kde se provádějí svářečské práce;
- mírné zahřátí spojovaných dílů, což umožňuje použití této technologie pro svařování dílů složitých konfigurací (bez jejich deformace);
- schopnost použít pro spojování dílů vyrobených z materiálů, které nelze svařovat jinými metodami;
- výrazné zvýšení rychlosti svařovacích prací díky použití vysokoteplotního elektrického oblouku.
Nevýhody této technologie jsou:
- použití složitého svařovacího zařízení;
- potřeba speciálních znalostí a dostatečných zkušeností s výkonem takové práce.
Použití argonového svařování umožňuje získat vysoce kvalitní a spolehlivé svarové spoje, vyznačující se rovnoměrným prostupem spojovaných dílů. Touto technologií je možné svařovat díly z neželezných kovů malé tloušťky i bez použití přídavného drátu.