Jaký je rozdíl mezi konvenční svářečkou a invertorovou?
Vybrat kvalitní a levnou jednotku není tak jednoduché, jak by se mohlo zdát. Trh přetéká nabídkami a ne všechny typy svařovacích strojů jsou si navzájem rovnocenné. Každý má vlastnosti, výhody a nevýhody. Neměli byste se vzdát přesvědčování obchodních manažerů – je lepší porozumět struktuře a parametrům svářečů sami, pak bude snazší si vybrat.
Typy, rozdíly, klady a zápory
Donedávna byla poptávka po kompaktních beztransformátorových svářečkách enormní. Některé typy ručních svařovacích strojů byly vytvořeny doma a byly zakoupeny konverzní modely vyráběné podniky obranného průmyslu.

Dnes je trh přesycen nabídkami. Konstrukce svařovacích strojů se staly rozmanitějšími. Ale to udělalo modely pokročilejšími. Všechny moderní svářečky jsou založeny na stejných starých obvodech, ale na nové základně prvků.
Podle typu lze zařízení rozdělit do několika základních modelů:
- konstrukce transformátorů;
- invertorové obvody;
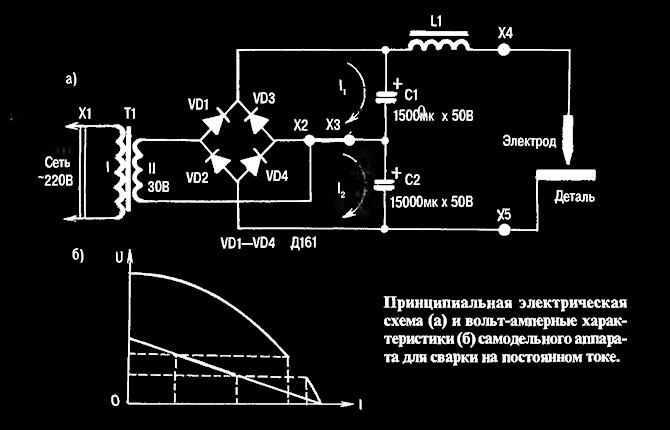
- svařovací stroje pro stejnosměrné svařování;
- konstrukce pro svařování v prostředí ochranného plynu;
- zařízení pro bodové svařování;
- plynové svařovací jednotky.
Vše výše uvedené platí pouze pro zařízení, jejichž obvod a konstrukce umožňují připojení k domácímu napájení 220 V. Toto je základní omezení pro všechny modely pro domácnost.
Při výběru typu svářečky (kromě svařování plynem) je nutné reálně zhodnotit možnosti elektrické sítě. Moderní modely na bázi polovodičů mohou pracovat ve venkovském domě nebo v garáži, kde může být síťové napětí v rozmezí 150-240V. Starší zařízení s převodem napětí transformátoru je nutné předělat.
Transformátory
Nejstarší typ svářečky. Aktivně používán více než sto let. Základem zařízení je těžký (do 20 kg) a výkonný (do 5 kW) transformátor, který převádí síťové napětí 220 V na vstupu na pracovní střídavé napětí 50-60 V.
Pro kvalitní svařování kovu musí mít transformátor určitý typ proudově-napěťové charakteristiky, často strmě klesající. Běžný výkonový transformátor odstraněný z průmyslového zařízení není vhodný pro svařování.

Před zahájením práce je svařovací transformátor nastaven na určité charakteristiky – proud a intenzitu oblouku. Pohybem předřadného odporu nebo tlumivky rukama je možné dosáhnout strmě klesající napěťově-proudové charakteristiky. To znamená, že od okamžiku zapálení oblouku bude napětí s rostoucím proudem výrazně klesat, množství energie se uvolňuje rovnoměrně, takže nedojde k popálení ani neproniknutí.
- jednoduchý design, snadná oprava;
- rozumnou cenu;
- vysoký svařovací proud – až 250A;
- spolehlivost.
Životnost svařovacího transformátoru navinutého z kvalitního měděného drátu je 20-25 let. V praxi je při šetrném zacházení životnost omezena pouze spolehlivostí izolace. Drát v patentované pryžové izolaci může zajistit 30-40 let bezproblémového provozu.
- těžká váha;
- složitost nastavení;
- omezené použití;
- silné rušení způsobené transformátorem v síti.
Nedoporučuje se provádět práce s transformátorovou svářečkou v blízkosti výškových budov, aby se předešlo konfliktům s obyvateli.
Usměrňovače
Některé druhy materiálů, jako je nerezová ocel nebo litina, se svařují stejnosměrným proudem. K tomu potřebujete usměrňovač. V podstatě se jedná o stejný svařovací transformátor, navíc vybavený řídicími systémy a blokem polovodičových ventilů, které převádějí proud ze střídavého na stejnosměrný. Všechny typy regulátorů s transformátorem jsou sestaveny v kompaktním, ale těžkém pouzdře (10-12 kg).

Jako regulátor režimu je použita řídicí deska na bázi tyristorů. S jeho pomocí můžete upravit aktuální hodnotu. Blok usměrňovacích křemíkových diod je neregulovaný. Typ svařovacího proudu je konstantní.
Pozitivní a negativní stránky:
Snadné nastavení a ovládání.
Nevyžaduje speciální typy úprav.
Snadná oprava – v tyristorovém regulátoru nejsou žádné vzácné díly.
Jednoduché typy problémů lze snadno opravit sami.
Můžete pracovat pouze se stejnosměrným proudem, takže při svařování silnostěnných profilů a určitých typů válcovaných výrobků mohou nastat potíže.
Je obtížné svařovat tenkostěnné konstrukce.
Tyristorová deska nemá žádnou ochranu.
Pro určité typy svařovacích prací, které vyžadují dlouhodobé nepřetržité zatížení, se místo tyristorového regulátoru používá magnetický bočník instalovaný na sekundárním vinutí. Otevírá se nebo zavírá pomocí rukojeti na předním panelu zařízení.
Jednotka je považována za spolehlivou v provozu, ale tento typ svářečky není mezi amatéry oblíbený kvůli obtížnému výběru provozních režimů.
Střídače
Tento typ svařovacího zařízení je sestaven pomocí elektronických součástek. V konstrukci zařízení je převod napětí zajištěn elektronickým generátorem na bázi řízených spínačů. Existuje transformátor, ale tento typ převodníku pracuje s vysokofrekvenčním napětím. Proto je hmotnost a rozměry zařízení malé. Hmotnost střídače zřídka přesahuje 5 kg.

Invertorové svářečky jsou sestaveny na dvou typech základny prvků – tranzistory MOSFET a novější prvky IGBT. První typ polovodičů se vyrábí již více než 50 let, vyznačují se spolehlivostí a nízkou cenou. V jednom střídači je jich asi 20. Rychle se přehřívají; již při 60 ℃ ochrana často sepne.
Nové IGBT jsou schopny odolat teplotám až 90℃ a střídač jich vyžaduje až 10. Takové prvky jsou dražší a neumožňují všechny typy oprav. Velikost polovodičového pouzdra je malá a je obtížné jej odpájet z desky.
Všechny typy invertorových svařovacích strojů pracují podle stejného schématu:
- střídavý proud přicházející ze sítě, napětí 220 V, je usměrněn na bloku výkonných diod;
- ve druhém stupni filtr eliminuje rušení. Tento typ ochrany zároveň blokuje rušení dostat se zpět do sítě, takže s invertorem můžete vařit i v bytě;
- za filtrem generátor převádí stejnosměrný proud na střídavý s frekvencí asi 100 kHz. To umožňuje použití malých kompaktních dílů a prvků;
- signál z generátoru je přiváděn do vysokofrekvenčního transformátoru, kde je redukován na napětí 50-60 W, načež je usměrněn vysokofrekvenčními ventily.
Kromě malých rozměrů je svářečka zajímavá svou schopností přesně nastavit proud v elektrickém oblouku.
- nízká hmotnost;
- schopnost svařovat tenkostěnné díly;
- snadné nastavení;
- žádné rušení sítě.
Většina invertorů má další možnosti, které zlepšují kvalitu svařování nevyškolenými pracovníky. Například zapnutí Anti Stick zabrání přilepení elektrody při zapálení oblouku. Systém Hot Start zvyšuje proud a napětí v okamžiku zapálení oblouku, což usnadňuje zahájení práce.
Negativní body jsou, že střídač vyžaduje pečlivé zacházení. Při nesprávném použití vysokofrekvenční generátor snadno selže. Většina typů oprav svářečů vyžaduje kvalifikaci specialisty na elektroniku.
poloautomatický
Zásadně nový typ svařovacího stroje je již po desetiletí široce používán v průmyslové výrobě a při opravách ve specializovaných dílnách. S příchodem kompaktních invertorů byly k dispozici poloautomatické svařovací stroje.
Zařízení může mít jedno nebo dvě pouzdra. První blok obsahuje elektrický měnič, podobný měniči nebo usměrňovači. Ve druhém je navíjecí systém pro podávání poměděného svařovacího drátu přes pružnou pryžovou manžetu do svařovacího bodu. Uvnitř je kabel pro přívod proudu.
Pokud se jedná o mobilní, přenosný typ zařízení, pak jsou všechny prvky kromě pouzdra shromážděny v jednom bloku. Navíc je do pouzdra přiváděn plyn CO2 z válce s redukčním ventilem.

Na konci hadice je pistolový hořák s tlačítkem pro zapnutí přívodu plynu a drátu. Při provozu je výstupek drátové elektrody pouze 4-5 mm, takže svařovací zóna je zcela ponořena do proudu ochranného plynu.
Výhodou poloautomatu je vysoká kvalita švu. Svařovat lze všechny druhy tenkých ocelových plechů.
Navzdory skutečnosti, že podle statistik je 60% amatérských svařovacích prací prováděno poloautomaticky, má zařízení mnoho negativních aspektů:
- spotřební materiál – drát a plyn dobré kvality, nejsou levné;
- velká hmotnost svařovacího systému;
- rychlé zaplnění pracoviště oxidem uhličitým nebo oxidem uhelnatým;
- Pravidelně je třeba seřídit činnost plynového ventilu a cívky podávání drátu.
Ze všech druhů svářečských prací má poloautomat své opodstatnění pro opravy karoserií, výrobu velkoobjemových kovových nádrží a drobné opravy kovového nábytku.
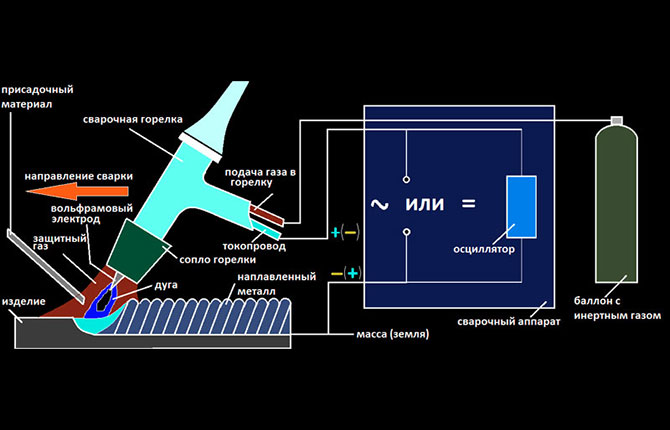
Argonový svařovací stroj
Argonové svařování se od ostatních typů liší tím, že používá hořák s přívodní tryskou argonu a netavitelnou wolframovou elektrodou. Zbývající prvky jsou vyrobeny stejným způsobem jako u poloautomatického zařízení, ale bez poměděného drátu.
Podstatou argonového obloukového aparátu je vytvořit měkký, stabilní oblouk nad svarovou lázní roztaveného kovu. Zóna tavení je pouze několik milimetrů. Na rozdíl od jiných typů svařování je proto šev tenký a rovnoměrný, s malou, sotva znatelnou vlnou. Pro kompenzaci „prověšení“ švu se do lázně přidává výplňový materiál ve formě tyče s legujícími přísadami.
Nevýhody použití argonu:
- cena argonu je řádově vyšší než cena oxidu uhličitého;
- jsou vyžadovány profesionální dovednosti v zacházení s argonem;
- Argon rozprášený do vzduchu může způsobit udušení nebo poškození plic.
Obvykle je jednotka klasifikována jako jeden z typů svařovacích strojů bez elektrod, ale není to tak úplně pravda. Wolframová tyč o průměru 2-3 mm hoří pomalu, ale také je třeba ji pravidelně měnit.
Bodový svařovací stroj
Kvůli kleštím vyčnívajícím z těla nevypadá jako tradiční svářečka. Svařovací stroj slouží k provedení jedné operace – svařování dvou tenkých ocelových plechů v jednom bodě.
Princip fungování je jednoduchý:
- polotovary jsou složeny do sáčku a zajištěny svorkou s těsněním;
- výběr místa pro svařovací bod;
- přiveďte kleště k bodu, stiskněte ruční silou tak, aby byl zajištěn spolehlivý elektrický kontakt mezi elektrodami a ocelí;
- Ocel ohřátá elektrickým proudem přechází do plastického stavu a je svařena.

Kleště musí zůstat stlačené. Zařízení pracuje z běžné sítě 220 V a nevyžaduje speciální ochranný oděv, masky ani přísady. Rychlost svařování dosahuje 10 bodů/min.