Jaký je faktor K pro ohyb?
Výpočet správného faktoru K, přídavku na ohyb a odečtení ohybu je rozhodující pro výrobu kvalitního hotového dílu. hydraulické Šlápni na brzdy . Znalosti a technika ohraňovacího lisu jsou jeho základy, které mají prvořadý význam pro jeho použití ve výrobě. Výpočet délky plochého vzoru z 3D součásti ve skutečnosti není tak obtížný. I když můžete najít několik různých vzorců, které tvrdí, že vypočítají přídavek na ohyb, obvykle se jedná o stejný vzorec, jen zjednodušený vyplněním úhlu nebo K-faktoru. Tento článek vám ukáže tyto informace, včetně faktoru K, přídavku na ohyb a odpočtu ohybu.
Co je to přídavek na ohyb?
Kovy se skutečně dají ohýbat. Při výrobě plechu se kov musí ohýbat nejen do konkrétního tvaru, ale také tak, aby vyhověl bezpečnostním předpisům při vystavení kovu nárazům, které způsobí, že se spíše ohne než zlomí. Bez ohledu na typ kovu nebo tvar a tloušťku kovu má každý kus kovu určité množství přídavku na ohyb.
Stanovení tolerance ohybu
Povolení ohybu (BA) je délka ohybového oblouku měřená podél neutrální osy kovové desky, protože délka neutrální osy se po ohnutí nemění. Jakmile byl vypočítán přídavek na ohyb, měl by být přidán k délce plochého plechu, aby se určila požadovaná délka plechu potřebná k vytvoření požadovaného obrobku.
Jak vypočítat příspěvek na ohyb
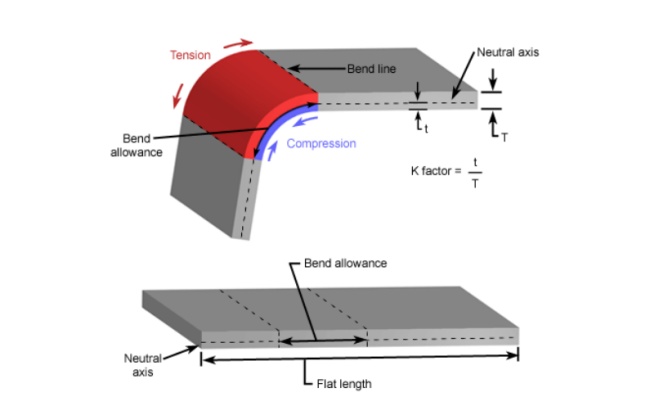
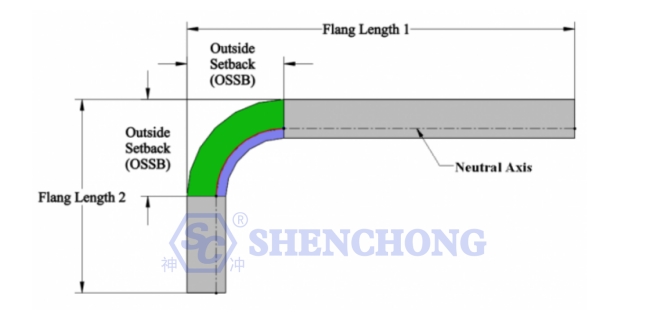
Jak je znázorněno na obrázku níže:
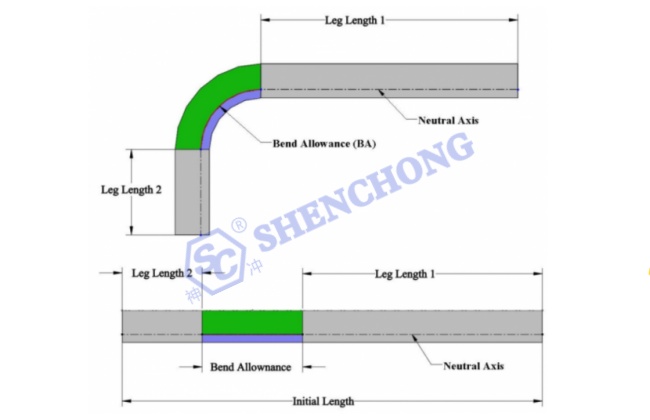
Pro výpočet délky bytu se používá následující vzorec: Délka plechu = Délka nohy 1 +BA + Délka nohy 2
Vzorec pro výpočet přídavku na ohyb
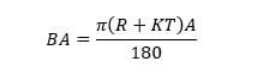
A – Úhel ohybu R – Vnitřní poloměr K – Faktor K T – Tloušťka materiálu Začněme jednoduchým držákem ve tvaru L. Obrázek ukazuje, že nohy držáku mají velikost 2″ a 3″. Tloušťka materiálu je 0,125 palce, vnitřní poloměr je 0,250 palce, úhel ohybu je 90 stupňů. Plochá délka je součtem ploché části obou přírub plus délka oblouku ohybové oblasti. Ale počítáte to uvnitř materiálu nebo venku? Žádný! Zde vstupuje do hry K-faktor. K-faktor je procento tloušťky materiálu, při kterém nedochází k roztahování nebo smršťování materiálu, jako je neutrální osa. Pro tuto jednoduchou L-závorku použiji K-faktor 0,42.
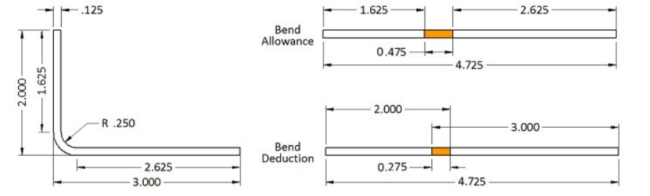
Pomocí výše uvedeného vzorce máme: Povolení ohybu = 90 * (π / 180) * (0,250 + 0,42 * 0,125) = 0,475 palce. Délka rozmítání je tedy 1,625 palce + 2,625 palce + 0,475 palce, což se rovná 4,725 palce. Pokud tedy sečtete délky všech přírub a přidáte jeden přídavek na ohyb pro každou oblast ohybu, získáte správnou plochou délku dílu. Ale podívejte se na nákres. Takto obvykle neměříme plechové díly. Rozměry jsou obvykle uvedeny v průsečíku přírub nebo linie formy. To znamená, že musíme odečíst dvojnásobek tloušťky materiálu plus poloměr ohybu (také známý jako odsazení) pro každou oblast ohybu. Pro tuto sadu rozměrů by bylo jednodušší vypočítat hodnotu kompenzace ohybu. Hodnota kompenzace ohybu vám umožňuje sečíst délku každé příruby pomocí rozměrů čáry formy a poté k součtu přidat jednu kompenzaci ohybu na oblast ohybu. To je -0,275, záporné číslo, což znamená, že tuto částku odečtete od celkové délky přírub, 5 palců, a získáte 4,725 palce.
Co je K-faktor?
K-faktor je procento tloušťky materiálu, při kterém nedochází k žádnému natažení nebo stlačení materiálu v oblasti ohybu. Čím je materiál tvrdší, tím menší je stlačení na vnitřní straně ohybu. Proto je napětí na vnější straně silnější a neutrální osa se přesune dovnitř ohybu. Měkčí materiály poskytují větší vnitřní kompresi a neutrální osa zůstává blíže středu tloušťky materiálu. Poloměr ohybu má podobný účinek. Čím menší je poloměr ohybu, tím větší je požadavek na kompresi a neutrální osa se pohybuje směrem dovnitř ohybu. Na větším poloměru. neutrální osa zůstává blízko středu tloušťky materiálu. Abychom porozuměli faktoru K, musíme nejprve pochopit neutrální osu. Při ohýbání plechu se spodní plocha stlačí a horní plocha se natáhne. Neutrální osa je umístěna uvnitř kovu, kde se nebude ani smršťovat, ani roztahovat, což mu umožňuje udržovat konstantní délku.
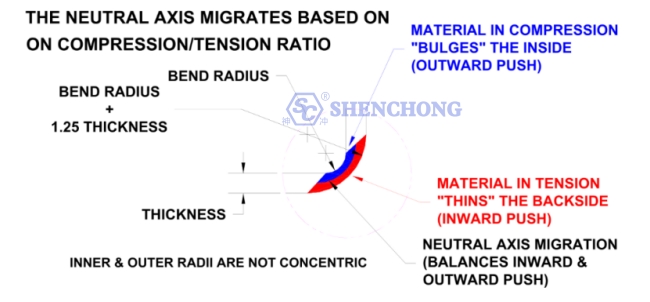
Neutrální osa
Neutrální osa se nemění. Při navrhování délky plochého polotovaru existuje délka součásti, která se nemění. Tato délka se nazývá neutrální osa. Materiál uvnitř neutrální osy se stlačí a materiál vně se natáhne. V závislosti na tloušťce materiálu, poloměru formy a metodách formování se bude měnit poměr stlačení a tahu v součásti. Část ohnutá na velmi ostrý poloměr, vzhledem ke své tloušťce, se natáhne více na vnější stranu, což znamená, že neutrální osa bude ležet blíže k vnitřní straně ohybu. Součást, která se ohýbá postupně, bude mít menší vnější roztažení, což znamená, že neutrální osa bude blíže středu součásti. U plochého plechu je neutrální osa umístěna rovnoměrně přes polovinu tloušťky plechu, ale při ohýbání se bude pohybovat. Změna polohy neutrální osy je dána různými faktory, jako jsou vlastnosti materiálu, tloušťka, úhel ohybu, vnitřní poloměr a způsob ohýbání desky.
Jak vypočítat K koeficienty
Matematicky je K-faktor vztah mezi polohou neutrální osy (t) a tloušťkou desky (T).
Formule K-Factor
Kde t je vzdálenost od vnitřního povrchu k neutrální ose a T je tloušťka kovu.
K-faktor je určen fyzikálními vlastnostmi materiálu, způsobem ohybu, úhlem ohybu a dalšími faktory. Hodnota koeficientu K bude vždy mezi 0 a 1. Pokud je koeficient ak roven 0,25, znamená to, že neutrální osa se nachází ve 25 % tloušťky plechového materiálu součásti. Stejně tak, pokud je 0,5, znamená to, že neutrální osa je umístěna na 501TP3T celé tloušťky. Vlastnosti materiálu: je typicky v rozmezí 0,30 až 0,50. Obecně je K-faktor měkkých měděných nebo měkkých měděných materiálů 0,35, K-faktor materiálů jako je polotvrdá měď nebo mosaz, měkká ocel a hliník je 0,41 a K-faktor materiálů jako je bronz, tvrdá měď, ocel válcovaná za studena a pružinová ocel – 0,45. Poloměr ohybu: Čím menší je poloměr ohybu, tím větší je K-faktor. Tloušťka materiálu: čím tlustší materiál, tím větší K-faktor. Mez kluzu materiálu: čím vyšší je mez kluzu, tím nižší je K-faktor. Modul pružnosti (také známý jako Youngův modul): čím tlustší materiál, tím větší K-faktor. Při přesné výrobě plechu použití CNC ohraňovací lis ,K-faktor je rozhodujícím faktorem. Pro výpočet vývoje ohybu se používá K-faktor, který přímo souvisí s délkou plechu natahovaného při ohýbání. To je zásadní pro určení přídavku ohybu a přídavku ohybu. Protože poměr vzdálenosti k neutrální ose k tloušťce desky určuje polohu neutrální osy v kovové desce, znalost K-faktoru pomáhá určit polohu neutrální osy po ohnutí.
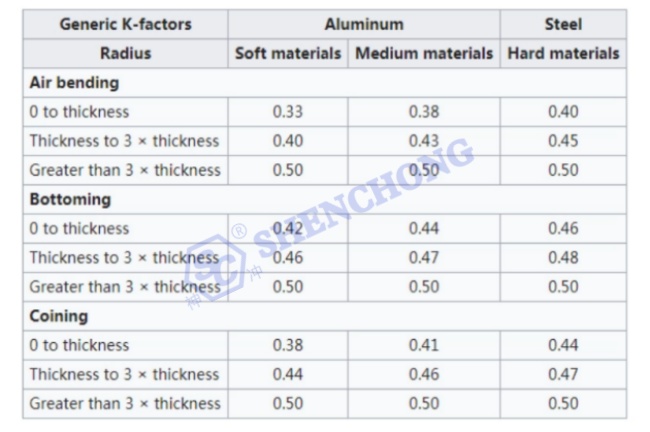
K-faktory pro hliník a ocel
K-faktor můžete také určit pomocí níže uvedené tabulky:
K-faktory pro měď, mosaz a bronz
Po pečlivém prostudování bylo zjištěno, že SolidWorks také poskytuje algoritmy kompenzace ohybu pro následující specifické materiály při úhlech ohybu 90 stupňů. Specifický výpočetní vzorec je následující: Materiál měkké mosazi nebo měkké mědi: BA=(0,55 * T)+(1,57 * R) Materiály jako polotvrdá měď nebo mosaz, měkká ocel a hliník: BA=(0,64 *T)+(1,57*R). Materiály jako bronz, tvrdá měď, ocel válcovaná za studena a pružinová ocel: BA=(0,71 * T)+(1,57 * R) Ve skutečnosti, pokud zjednodušíme rovnici (7), nastavte úhel ohybu na 90 stupňů a vypočítejte konstantu , pak lze rovnici transformovat na: BA=(1,57 * K * T)+(1,57 * P) Takže pro materiály vyrobené z měkké mosazi nebo měkké mědi porovnejte Pomocí výše uvedeného vzorce pro výpočet můžete získat 1,57xK=0,55K=0,55/1,57=0,35. Hodnoty k-faktoru několika typů materiálů uvedených v knize lze snadno vypočítat stejnou metodou. Materiál měkká mosaz nebo měkká měď: K=0,35. Materiály jako polotuhá měď nebo mosaz, měkká ocel a hliník: K=0,41. Materiály jako bronz, tvrdá měď, ocel válcovaná za studena a pružinová ocel: K=0,45.
Co je to srážka za ohyb?
Při ohýbání plechu se v důsledku neúplné plastické deformace materiálu a konstrukčních omezení samotného stroje může úhel a délka ohýbaného obrobku odchylovat od konstrukčních rozměrů. Aby přesnost ohybu a velikost obrobku odpovídala požadavkům, je nutné při vytváření výkresu počítat s udržením ohybu, to znamená zmenšit velikost ohybu, který je třeba provést.
Definice retence ohybu
Přídavek na ohyb je délka materiálu, kterou musíme odstranit z celkové délky desky, abychom dosáhli správného vývoje.
Princip držení ohybu
Principem retence ohybu je použití elastické deformace materiálu tak, aby délka a úhel po ohnutí odpovídaly konstrukčním požadavkům. Při ohýbání je plech umístěn na ohýbacím stroji, který působí ohybovou silou, což způsobuje pružnou deformaci plechu, což má za následek změnu tvaru a úhlu a nakonec vytváří požadovaný tvar. V tomto procesu lze snížení ohybu přesně řídit úpravou velikosti výkresu, čímž se dosáhne přesnosti a velikosti požadované konstrukcí.
Podle výše uvedeného obrázku je přídavek ohybu rozdíl mezi přídavkem ohybu a dvojnásobkem vnější odchylky.
Vzorec pro výpočet retence ohybu

- Vypočítat přídavek na ohyb (BA):
Kde R je vnitřní poloměr ohybu, K je faktor K, T je tloušťka plechu a A je úhel ohybu.
VA = π * (3 + 0,44 * 2) * (90/180) = 4,39 mm
- Vypočítat externí poruchu (OSSB):
OSSB = R + T = 3 + 2 = 5 mm
- Vypočítejte srážku ohybu (BD):
DB = 2 * OSSB – BA
DB = 2*5 – 4,39 = 5,61 mm
Proto, abychom dosáhli ohybu 90° s vnitřním poloměrem ohybu 3 mm na plechu z nerezové oceli o tloušťce 2 mm, musíme během procesu ohýbání nastavit velikost redukce ohybu na 5,61 mm.
To znamená, že potřebujeme ohnout plech o 5,61 mm, abychom kompenzovali zpětné odpružení po ohnutí a nakonec dosáhli požadovaného úhlu ohybu 90°.
Výpočty odpočtu ohybu mohou pomoci určit rozměry součásti před ohýbáním, což umožňuje lepší plánování výroby a snižuje plýtvání materiálem.
Základní funkce držení ohybu
- Zajistěte přesnost ohýbání. Účtování ohýbání vám umožňuje řídit délku a úhel ohýbaného plechu, a tím zajistit, že vyrobené plechové díly splňují konstrukční požadavky na velikost a přesnost.
- Zvýšená efektivita zpracování. Konstrukce držení v ohybu nejen snižuje objem výroby, ale také eliminuje opakované experimentování a úpravy, čímž zvyšuje efektivitu výroby plechových dílů.
- Snižte plýtvání materiálem. Použitím odpočtu ohybu ke kontrole rozměrů lze předejít nadměrnému zpracování nebo plýtvání materiálem, čímž se sníží náklady a zvýší se efektivita výroby.
Stručně řečeno, držení ohybu je velmi důležitým prvkem v procesu zpracování plechu a také klíčem k zajištění kvality a přesnosti hotového výrobku. Při skutečném zpracování by měla být hodnota snížení ohybu přiměřeně upravena podle konkrétní situace, aby se dosáhlo nejlepšího efektu zpracování.
Materiály s různými tolerancemi ohybu
Jaký kov se dobře ohýbá?
Všechny kovy mají určitý stupeň pružnosti. Některé kovy jsou pružnější než jiné a mohou mít větší toleranci ohybu než jiné materiály. Kovy jsou seřazeny podle jejich modulu pružnosti, což je vztah mezi napětím a deformací při deformaci kovu. Modul pružnosti je také prostředkem pro měření tuhosti materiálu nebo elastického odporu. Stejným způsobem lze vypočítat i další materiály, jako je pryž a sklo.
Jedním z nejpružnějších kovů je překvapivě nikl titan, známý také jako nikl titan, s tlakem 28 GPa. Lze jej mnohokrát do značné míry utáhnout, aniž by došlo k jeho deformaci. Mezi běžné druhy kovů patří mezi druhé nejodolnější kovy cín, hořčík, kadmium (45 GPa) a hliník (69 GPa). Hliník je samozřejmě známý svou nízkou hmotností a schopností ohybu, ale mezi čistými kovy včetně slitin se najdou kovy, které jej v tomto ohledu dokážou překonat.
Které kovy se nemohou dobře ohnout nebo zlomit, pokud jsou příliš ohnuté?
Jak víte, většina kovů je velmi tvrdá, a pokud materiál není ohnutý, pak se při ohýbání určitě zlomí. Mezi všemi slitinami je wolfram nejtvrdším kovem, jeho tvrdost dosahuje 411 GPa. Wolfram se i ve své nejtenčí podobě obtížně ohýbá, takže se pravděpodobně rozbije jako sklo. Druhým nejtvrdším kovem je beryliová měď o hustotě 304 GPa. Chrom je materiál, který se nachází v diamantech a jiných drahokamech, na třetím místě s 279 GPa. Tepané železo a kobalt mají tlak 211 GPa. Při 210 GPa máte mnohem běžnější plechy, jako je ocel, nerezová ocel, kobalt a nikl. Jak víte, většina kovů je považována za velmi tvrdou, ale jak již bylo zmíněno dříve, některé kovy nejsou tak tvrdé jako jiné.