Jaká je teplota pájení plastů?

Pevnost a trvanlivost různých plastových komunikací závisí na tom, jak přesně je zohledněna teplota pájení polypropylenových trubek. Při svařování polypropylenových výrobků je nutné vzít v úvahu dobu ohřevu materiálu a dobu chlazení spojů. Správné srovnání a zohlednění teplotních a časových parametrů procesu pájení technických výrobků z polypropylenu přispívá k výrobě odolného a spolehlivého materiálu. Pokud se odchýlíte od technologie, výrobek bude mít trhliny ve spojích a bude nekvalitní.
Všeobecné informace 

Teplotní režim pro pájení výrobků z polypropylenových trubek přímo závisí na použitém polymeru. V praxi se používají 4 druhy materiálů:
- PN10, používá se pro použití technických výrobků při teplotách do +40 C;
- PN16 pro použití při +60 C;
- PN20, používá se ve vodárenství od +80 C do +95 C;
- PN25 pro provozní režimy nad +95 C.
Kromě udržování teplotních podmínek závisí svařování polypropylenových trubek vlastními rukama na tlaku, který mohou odolat potrubní technické výrobky specifického označení.
První typ se používá při pokládce technických výrobků určených pro zásobování studenou vodou. Potrubní výrobky s označením PN20 jsou považovány za univerzální a jsou určeny pro zásobování studenou a teplou vodou, avšak s přihlédnutím k tomu, že vliv +95 C je krátkodobý. Pokud se teplota neudrží, pak vlivem jeho působení ztratí těsnost a deformují se.
Způsob pájení a jeho vliv na proces
Technologie pájení polypropylenových trubek zahrnuje jejich zahřátí, po kterém plast obsažený v nich změkne. Při spojení dvou zahřátých produktů dochází k difúzi (vzájemnému pronikání) polypropylenových molekul jednoho technického produktu do molekul druhého. V důsledku toho se vytvoří silná molekulární vazba, díky níž je výsledný materiál vzduchotěsný a odolný.
Pokud je režim nedostatečný, nedojde při kombinaci dvou materiálů k dostatečné difúzi. V důsledku toho se spoj technického produktu ukáže jako slabý, což povede k porušení těsnosti celého materiálu.
“Poznámka!
Nadměrné přehřátí tvarovky a potrubního technického výrobku při svařování způsobuje deformaci dílů. Jejich geometrie je narušena a ve vnitřní části dochází k přívalu válečků.“
Výstupem je potrubí s minimálním vnitřním otvorem na spojce, jehož průměr neodpovídá technologickým normám.
Při svařování polypropylenových trubek je nutné vzít v úvahu nejen teplotu ohřevu, ale také čas, teplotní podmínky prostředí a průměr technických výrobků. Doba ohřevu materiálů potrubí je přímo závislá na jejich průměru.
Čtěte také: Svařovací profilová trubka
Na vnějším prostředí záleží. Minimální přípustná teplota při svařování polypropylenových výrobků je -10 C. Maximální přípustná teplota je +90 C. Tabulka teplot pro svařování polypropylenových trubek jasně ukazuje, že v podstatě vše závisí na čase.
Vnější prostředí má silný vliv na kvalitu pájení. To je způsobeno skutečností, že od okamžiku vyjmutí materiálů ze svařovacího stroje do jejich přímého spojení uplyne čas. Taková pauza velmi ovlivňuje kvalitu svaru. Pokud je venkovní teplota v dílně nízká, doporučuje se prodloužit dobu ohřevu spojovaných výrobků o několik sekund. Vnější teplota pájení polypropylenových trubek 20 mm by měla být nad 0 C. Je důležité je nepřehřívat. Existuje riziko zatečení polymeru do vnitřního otvoru materiálu trubky a snížení jejího vnitřního průsvitu. To velmi ovlivní propustnou kapacitu budoucího úseku potrubí.

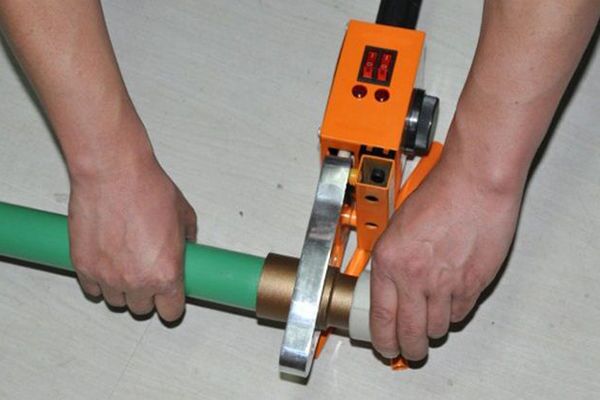
Vyjmutí trubky z páječky
Regulace teploty, její vlastnosti
Než odpovíte, jaká teplota je potřebná pro svařování polypropylenových trubek, musíte se rozhodnout pro použitý svařovací stroj. Pro pájení materiálů vyrobených na bázi polypropylenu se používá páječka. Vyvstává otázka: jakou teplotu by měla být nastavena páječka pro pájení polypropylenových trubek? Optimální hodnota je 260 C. Je přípustné provádět svářečské práce v rozmezí 255 -280 C. Při přehřátí páječky nad 271 C, zkrácení doby ohřevu, se vrchní vrstva výrobku zahřeje více než ten vnitřní. Těsnicí fólie bude příliš tenká.
Existuje tabulka teplot pro pájení polypropylenových trubek.
Průměr trubky, mm
Doba svařování, s Doba ohřevu, s Doba chlazení, s