Jak se poznávají vady svaru?

Autoři: V.V. Antonova, D.E. Vasiliev, Yu.P. Afromeev, S.L. Masjakin, A.V. Zhulin (PJSC NORE).
Publikováno v časopise Chemická technologie č. 1/2016
Jedna z metod nedestruktivního zkoušení – vizuální – je založena na získávání primárních informací o kontrolovaném objektu pomocí vizuálního pozorování nebo pomocí optických přístrojů a měřících přístrojů. Kontrola měření je důležitou součástí vizuální kontroly měření (VIC), která se provádí v souladu s přísnými kontrolními pravidly a požadavky regulačních dokumentů upravujících její kvalitu. Spočívá v přiřazení kategorie nebo typu defektu podle jedné z charakteristik v podobě konkrétní fyzikální veličiny získané praktickým měřením. Měřidla a jejich metrologické ukazatele jsou uvedeny v regulačních dokumentech. VIC je prvním stupněm provádění technické diagnostiky potrubí, umožňující získat až 50 % z celkového objemu potřebných informací o objektu. Pozitivní závěr na základě výsledků VIC dává důvod pokračovat v diagnostice pomocí jiných nedestruktivních a destruktivních zkušebních metod (v závislosti na vlastnostech diagnostikovaného potrubí jsou negativní výsledky formalizovány formou zprávy o závadě). z nichž musí být zjištěné závady odstraněny. To umožňuje pokračovat v kontrole potrubí po druhé kontrole.
Odborníci PJSC “NORE” zpravidla při diagnostice potrubí chemického průmyslu podléhají vizuální a měřicí kontrole:
1. Podpěrně-závěsný systém;
2. Izolace potrubí (pokud existuje);
3. Umístění potrubí a jeho prvků;
4. Zařízení pro odvodnění a proplachování;
6. Konstrukční vlastnosti prvků potrubí;
7. Vnější povrch prvků potrubí na přítomnost trhlin, vyboulení, promáčknutí a jiného mechanického poškození, poškození korozí, delaminace kovu;
8. Vnitřní povrch kontrolovaných úseků potrubí na přítomnost povrchových trhlin, poškození korozí a delaminace kovů, mechanické poškození;
9. Přírubové spoje a jejich upevňovací prvky;
10. Potrubní tvarovky;
11. Ostatní součásti potrubí.
Výše uvedené jsou hlavní oblasti, kde v praxi specialisté PJSC NORE identifikovali různé typy závad při vizuální a měřicí kontrole potrubí.
Analýza zjištěných závad umožňuje stanovit četnost výskytu (obr. 1) každé z nich podle zadané klasifikace, odstavce 1. 11 (diagram je sestaven podle vzoru hlášení závad vydaných zákazníkům) .
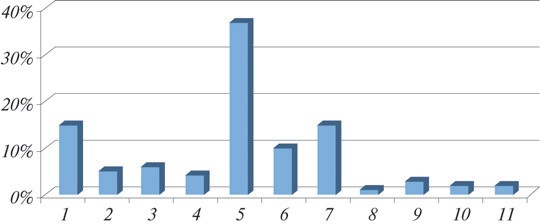
Jak je vidět, četnost výskytu vad svaru (položka 5) při vizuální a měřicí kontrole potrubí je znatelně vyšší než u jiných vad a činí ~37 % z celkového počtu.
To naznačuje nutnost věnovat zvýšenou pozornost konkrétně kontrole svarových spojů potrubí, což umožňuje nejen získat informace o vnějším stavu svaru, ale také teoreticky posoudit jeho vnitřní stav a doporučit přesnější kontrolu pomocí jiné metody NDT (RC, UT, CD, MPD atd.) v závislosti na konstrukčních vlastnostech a provozních podmínkách potrubí.
Všechny svarové spoje podléhají vizuální kontrole a měření za účelem zjištění následujících vad:
- trhliny všech typů a směrů;
- píštěle a pórovitost vnějšího povrchu švu;
- podříznutí;
- prověšení, popáleniny, neutěsněné krátery;
- odchylky geometrických rozměrů a vzájemné polohy svařovaných prvků;
- posunutí a posunutí spojů okrajů svařovaných prvků nad rámec stanovený normami;
- nesoulad tvaru a velikosti švu s požadavky technologické dokumentace;
- vady na povrchu základního kovu a svarových spojů (promáčkliny, delaminace, dutiny, nestavení, póry, vměstky) [1].
Jak je z výše uvedeného patrné, vady svarů jsou značně rozmanité, proto hlavním úkolem specialisty provádějícího kontrolu je správně identifikovat zjištěnou vadu a posoudit míru její nebezpečnosti pro další provoz potrubí.
Podle výsledků kontrol potrubí provedených specialisty z JSC NORE jsou nejčastější vady svarových spojů při VIC neúplnost svaru, nerovnoměrná šířka a výška. Porušení tvaru a velikosti švu často ukazuje na přítomnost defektů, jako je prohnutí (prohnutí), podříznutí, popáleniny a nesvařené krátery [2].
Vnější vady mohou také zahrnovat prohlubeň (prohlubeň) mezi svarovými housenkami, nesprávný profil a nadměrnou sílu svaru, rozstřiky kovu na povrchu svařovaných potrubních prvků.

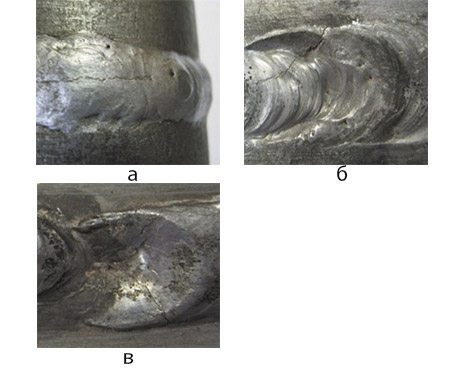
Na Obr. Obrázek 2 ukazuje nejčastější vady svarů zjištěné během diagnostiky specialisty JSC NORE.
Defekty v makrostruktuře svaru potrubí, detekované při zvětšení ne větším než 10x, zahrnují plynové póry, struskové vměstky, nedostatečnou fúzi a trhliny [2].
Pro odborníky, kteří jsou dostatečně kvalifikovaní a mají ve svém arzenálu moderní vybavení splňující nezbytné požadavky na vizuální a měřicí kontrolu potrubí, nebude obtížné identifikovat závady této skupiny.
Trhliny ve svarech se zpravidla dělí na podélné, příčné, kráterové, radiální a rozvětvené. Kovové praskliny ve svaru a (nebo) přilehlých zónách svarového spoje a základního kovu v praxi identifikovaných potrubí jsou znázorněny na Obr. 3.
Vada svaru jako je vměstek (obecný název pro póry, struskové a wolframové vměstky) je dutina v kovu vyplněná plynem, struskou nebo cizím kovem (obr. 4).

Nedostatek průvaru, jako jedna z vad makrostruktury, je nestavení ve svarovém spoji v důsledku neúplného natavení hran základního kovu nebo povrchů dříve vyrobených svarových housenek (obr. 5).


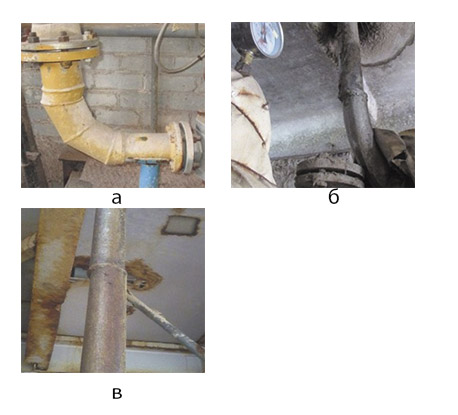
Jak ukazuje praxe diagnostiky potrubí, defekty, jako jsou píštěle ve svarových spojích, jsou rozšířeny na potrubích přepravujících agresivní média, která se dostávají na vnější povrch prvků zkoumaného objektu (obr. 6, 7).
Při svařování různých prvků potrubí jsou také kladeny určité požadavky, ale následující nejsou povoleny:
- odchylky geometrických rozměrů a vzájemné polohy svařovaných prvků;
- posunutí a posunutí spojů hran svařovaných prvků nad rámec stanovený normami [1].
Příkladem jsou závady tohoto typu zjištěné ve výrobnách kyseliny dusičné (obr. 8).
Po podrobném prozkoumání možných vad svarů zjištěných při vizuální kontrole měření můžeme dojít k závěru, že výkon svařovaných konstrukcí (zejména potrubí) je do značné míry určován kvalitou svarů, která přímo závisí na dodržení technologie svařování, jakož i na na kvalifikaci svářeče a kvalitě používaných svařovacích materiálů.
Vzhledem k tomu, že otázky spolehlivosti provozu potrubí jsou v současné době stále důležitější z důvodu jejich provozu za vysokých a nízkých teplot, v korozivním prostředí, při vysokém provozním napětí apod., vystupuje do popředí kvalita vizuální kontroly měření při diagnostice posledně jmenovaného. umožňuje specialistům provádějícím kontrolu identifikovat závady, které brání provozu v počáteční fázi, a dát doporučení k jejich odstranění. Vlastník potrubí, které je předmětem diagnostiky, musí zase splnit řadu podmínek: pro úplnou a včasnou kontrolu musí být potrubí vyřazeno z provozu (je-li to nutné) a pro získání co nejspolehlivějších informací o objektu , musí k němu zákazník zajistit specialistům přímý přístup (odstranění izolace v požadovaném rozsahu, použití řídicích věží na nadjezdech apod.). Můžeme tedy konstatovat, že kvalita a spolehlivost výsledků získaných při vizuální a měřicí kontrole potrubí je zajištěna nejen vysokou kvalifikací specialisty VIC, ale také kombinací splnění všech stanovených podmínek a opatření pro přípravu potrubí pro technickou diagnostiku.
Reference
- Federální normy a pravidla v oblasti průmyslové bezpečnosti „Pravidla průmyslové bezpečnosti pro nebezpečná výrobní zařízení, která používají zařízení pracující pod přetlakem“ (FNiP ORPD).
- Shchebeko L.P., Yakovlev A.P. Kontrola kvality svarových spojů. M.: 1972.