Jak řezat závity na soustruhu?
Řezání závitů na soustruhu je jednou z nejběžnějších operací prováděných na tisících soustruhů každý den. Jako pracovní nástroje se používají frézy, závitořezné hlavy, matrice a závitníky. Řezba pomocí frézy vyžaduje speciální dovednosti a znalosti.
Typy řezáků
typy řezáků: a – rovné; b – kulatý; c – zakřivený
Konstrukce soustruhu umožňuje řezání vnitřních i vnějších závitů. Za tímto účelem bylo vytvořeno mnoho druhů řezáků, které patří do tří velkých skupin:
Tyče jsou nejjednodušším typem řezného nástroje. Jedná se o tyč (jakéhokoli tvaru průřezu) s pracovní hlavou. Profil je určen tvarem hlavy. Jednou z variant tyčových fréz je s pájenými karbidovými pracovními hranami. Jsou odolnější proti oděru a nevyžadují časté broušení. Kulaté a hranolové patří do kategorie tvarované.
Prizmatický řez pouze vnější strana. Oproti tyčovým jsou schopny pracovat s velkými plochami. Fréza je držena v rybinovém držáku. Schopné více přebrušovat než tyčové.
Kulaté dělají vnější a vnitřní závity. Jsou pohodlnější na řezání a mají širší možnosti použití než hranolové. Lze je ostřit vícekrát. Jsou instalovány v držáku vzhledem ke konci a otvoru.
Technika navlékání
úhel posuvu frézy
Fréza se rovnoměrně pohybuje po obrobku a svým hrotem řeže čáru ve tvaru šroubu. Sklon přímky k ose kolmé na pohyb frézy se nazývá úhel šroubovice. Tento indikátor závisí na:
- rychlost otáčení součásti ve stroji;
- vlastnosti posuvu frézy.
Když je fréza zasunuta do polotovaru, je pokryta spirálovou drážkou. Závit zajišťuje spolehlivé upevnění, utěsnění nebo pohyb prvků v plánovaném směru.
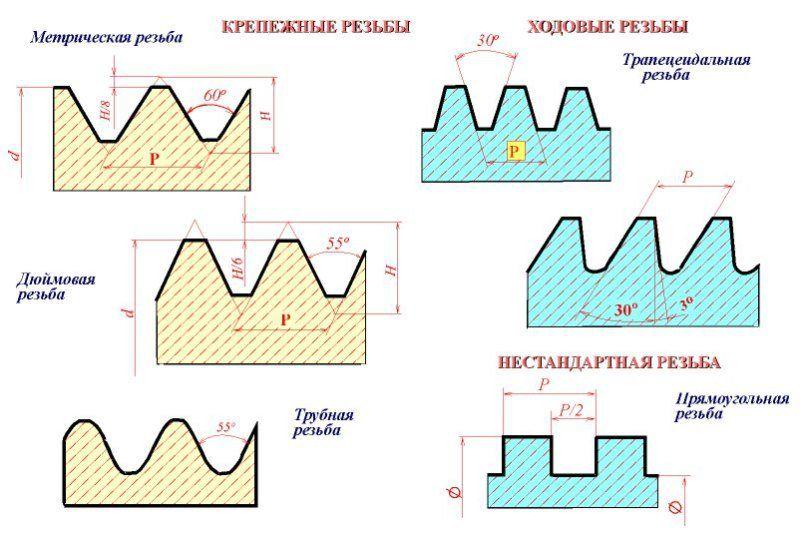
V závislosti na konfiguraci přířezu je uveden název upevnění: válcový nebo kuželový. Profil, který je zároveň průměrem výstupku na rovinu závitu, se volí s ohledem na účel. Nejvhodnější jsou následující profily:
- obdélníkový;
- lichoběžníkový;
- ostroúhlý.
Jsou řezané jednoprůchodové nebo víceprůchodové. Ty druhé jsou tvořeny několika drážkami umístěnými ve stejných vzdálenostech od sebe, ty první jedinou drážkou.
Vlastnosti závitu jsou určeny takovými pojmy, jako je stoupání a zdvih – vzdálenost mezi identickými prvky závitu. Rovná se součinu počtu záznamů na krok.
Pravidla krájení

pro kontrolu správného řezání nití se používá šablona závitu
- Čistota závitu je dána polohou a směrem pohybu nástroje. Pro správné použití nástroje existuje šablona. Je umístěn rovnoběžně se středem stroje na obrobku. Projekce nástroje a šablony se překryjí a prozkoumá se lumen. Fréza je umístěna výhradně podél středové linie stroje.
- Vnitřní závity jsou řezány zakřivenými nástroji (s malým průměrem otvoru). Můžete použít plochý nástroj vložením do trnu. Vnější – často ohnuté, ve vzácných případech dokonce. Volba frézy závisí na typu kovu a parametrech závitu.
- Pravidla pro umístění pracovní hrany nástroje závisí na plánovaném profilu. Trojúhelníkový se provádí ve vrcholu 60 nebo 55 stupňů. (pro metrické nebo palce). Vzhledem k tomu, že při pohybu třmenu jsou někdy možné chyby, použijte nástroj s hrotem 59 stupňů 30 minut.
- Úhel čela nástroje se volí podle materiálu součásti v rozsahu 0 – 25 stupňů. Čím tvrdší a křehčí materiál, tím menší úhel. Takže pro ocelové polotovary použijte nástroj s úhlem 0 stupňů; vysoce legované oceli lze řezat pod úhlem až 10 stupňů.
- Prohlubeň je vyrobena hladká, zaoblená nebo se zářezem je vybrána tak, aby odpovídala tvaru.
Parametry a odpovídající GOST
Návod na řezání závitů ve videu:
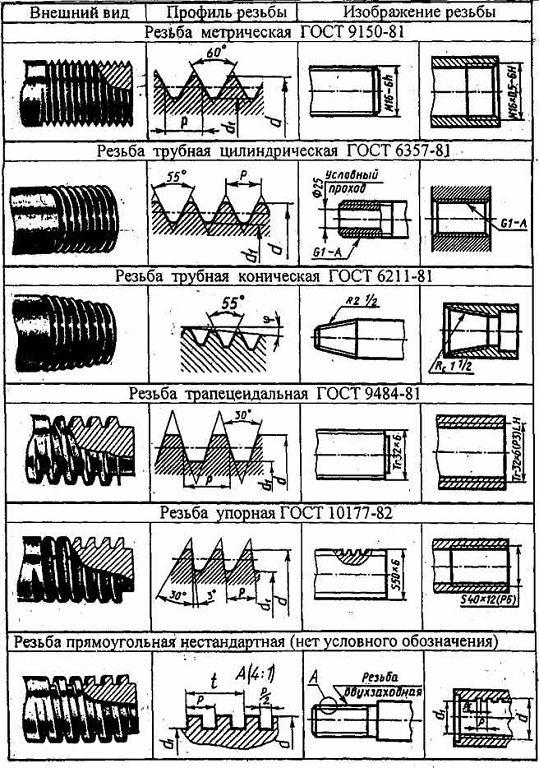
Na soustruzích je nejpoužívanější metodou řezání vnějších a vnitřních závitů frézami. Řezačky závitů jsou tyčové, prizmatické a kulaté; jejich geometrické parametry se neliší od geometrických parametrů tvarových fréz. Vnější závity se řežou rovnými nebo zahnutými frézami, vnitřní závity se řežou zakřivenou frézou (do otvorů malého průměru) a rovnou frézou instalovanou v trnu (do otvorů velkého průměru). Umístění řezných hran frézy musí odpovídat profilu zpracovávaného závitu. Trojúhelníkové profilové závity jsou řezány frézami s náběhovým úhlem na vrcholu φ=60 stupňů ±10′ pro metrické závity a φ=55 stupňů ±10′ pro palcové závity. S přihlédnutím k chybám v pohybu třmenu, které mohou vést ke zvětšení úhlu závitu, se někdy používají frézy s φ = 59 stupňů 30′. Hrot frézy může být zaoblený nebo zkosený v souladu s tvarem kořene řezané nitě. Boční zadní úhly frézy na pravé a levé straně jsou obvykle stejné a rovny 3-5 stupňů (pro řezání závitů s úhlem stoupání do 4 stupňů) nebo 6-8 stupňů (pro řezání závitů s úhel náběhu větší než 4 stupně). Velikost úhlů boční vůle se volí na základě skutečnosti, že při řezání závitu nedochází ke tření mezi bočními plochami frézy a šroubovicovou plochou závitu. Při řezání metrických závitů je úhel hřbetu frézy α = 10-15 stupňů při zpracování nekalených ocelových dílů a α = 6 stupňů při zpracování kalených ocelových dílů. Při řezání vnitřních závitů trojúhelníkového profilu v otvorech o průměru do 50 mm se α zvětší na 18 stupňů. Úhel čela závitořezných fréz je γ = 0-25 stupňů v závislosti na zpracovávaném materiálu. Pro tvrdé a křehké materiály se volí menší hodnoty γ, pro viskózní a neželezné materiály větší hodnoty γ. Při řezání závitů na dílech vyrobených z vysoce legovaných žáruvzdorných ocelí je u hrubovacích a dokončovacích fréz γ = 5-10 stupňů. Při řezání závitů dokončovacími frézami na součástech vyrobených z konstrukční oceli se bere γ=0. Správné naostření fréz se kontroluje pomocí šablony.
Řezačky závitů:
a – rovné, b – kulaté, c – zakřivené
Závitořezy jsou vybaveny destičkami z rychlořezné oceli a tvrdých slitin. Při zpracování ocelových dílů se používají frézy s deskami z tvrdých slitin jakosti T15K6 a T14K8 (v předoperačních operacích), T30K4 a T15K6 (ve finálních operacích). Při zpracování litinových dílů se používají frézy s pláty z tvrdých slitin značek VK6M, VKZM, V2K nebo VK4.
Díl se nejprve brousí tak, aby jeho vnější průměr byl menší než vnější průměr řezaného závitu. U metrických závitů o průměru do 30 mm je tento rozdíl přibližně 0,14-0,28 mm; s průměrem do 48 mm – 0,17-0,34 mm; s průměrem do 80 mm – 0,2-0,4 mm. Zmenšení průměru obrobku je způsobeno tím, že při řezání závitu dochází k deformaci materiálu obrobku a v důsledku toho se zvětšuje vnější průměr závitu.
Závitování do otvoru se provádí buď ihned po vyvrtání (pokud nejsou kladeny vysoké nároky na přesnost závitu) nebo po jeho vyvrtání (u přesných závitů). Průměr otvoru závitu Dotv=d-P, kde Dotv je průměr otvoru, d je vnější průměr závitu, P je stoupání závitu (všechny rozměry v mm). Průměr otvoru pro závit by měl být o něco větší než vnitřní průměr závitu, protože během procesu závitování se kov deformuje a v důsledku toho se průměr otvoru zmenšuje. Proto se výsledek získaný z výše uvedeného vzorce zvýší o 0,2-0,4 mm při řezání závitů ve viskózních materiálech (ocel, mosaz atd.) a o 0,1-0,02 mm při řezání závitů v křehkých materiálech (litina, bronz atd.). ).
V závislosti na požadavcích výkresu může být závit zakončen drážkou pro výstup frézy. Vnitřní průměr drážky by měl být o 0,1-0,3 mm menší než vnitřní průměr závitu a šířka drážky b=2-ЗР. Při řezání šroubů, svorníků a některých dalších dílů se při sejmutí frézy obvykle vytvoří výběh závitu. Pro pohodlnější a přesnější řezání závitů je na konci obrobku vytvořena lišta o délce 2-3 mm, jejíž průměr se rovná vnitřnímu průměru závitu. Toto rameno se používá k určení posledního průchodu frézy po dokončení závitu se rameno odřízne. Přesnost závitu do značné míry závisí na správné instalaci frézy. Chcete-li nainstalovat frézu podél osy úhlu profilu závitu kolmo k ose obrobku, použijte šablonu, která se instaluje na obrobený povrch součásti podél linie středů stroje. Profil frézy se zkombinuje s profilem šablony a zkontroluje se správná instalace frézy podél vůle. Řezačky závitů by měly být instalovány přesně podél středové linie stroje.
Při řezání závitů se stoupáním větším než 2 mm na dílech z těžkoobrobitelných ocelí lze frézu vést podél strany profilu (obrázek vpravo); Hloubka řezu se v tomto případě nastavuje pohybem horního saně třmenu, který je upevněn v úhlu 30 stupňů k ose profilu (u metrických závitů) nebo pod úhlem 27 stupňů 30′ (u palcového a trubkového závitu ). V tomto případě fréza pracuje pouze s levým břitem. Při posledním průchodu se hloubka řezu nastavuje pomocí šroubu s křížovým posuvem, což umožňuje opravit chyby vzniklé při předchozích průchodech. Při řezání závitů se stoupáním 2-6 mm je počet hrubovacích průchodů 6-9 a dokončovacích průchodů 3-4 (menší počet průchodů se vztahuje na závity s menším stoupáním a větší počet na závity s větší rozteč). Při řezání závitů se doporučuje provést 4-6 průchodů pro závity se stoupáním 0,5-1 mm; 6-8 průchodů pro závity se stoupáním 1,25-1,5 mm; 8-10 průchodů pro závity se stoupáním 1,75-2 mm; 12-15 průchodů pro závity se stoupáním 2,5-3 mm. Při řezání závitů na dílech z těžkoobrobitelných ocelí (nerezové, kyselinovzdorné atd.) by se měl počet průchodů zvýšit o 25 %.
Při řezání závitů krátké délky lze frézu vrátit do původní polohy posunutím podpěry při zpětném zdvihu stroje, aniž by došlo k vypnutí dělené matice. Při řezání dlouhého šroubu se třmen přesune do původní polohy ručně vypnutím dělené matice. Chcete-li provést další průchod, musíte se dostat do spirálové drážky řezaného závitu. Pokud se řezá závit, jehož stoupání je beze zbytku děleno stoupáním závitu vodícího šroubu (nebo je stoupání závitu vodícího šroubu beze zbytku děleno stoupáním řezaného závitu), pak dělená matice lze kdykoli zapnout a fréza vždy přesně zapadne do dříve vyříznuté drážky šroubu. Při řezání závitu, jehož stoupání je se zbytkem rozděleno stoupáním závitu vodícího šroubu, lze dělenou matici zapnout pouze v určité poloze vodícího šroubu, kdy díl, vodicí šroub a třmen zaberou stejná poloha jako na začátku řezání závitu. Pouze v tomto případě zapadne fréza do šroubovité drážky. Během procesu řezání závitů je nutné vyměnit opotřebovanou frézu nebo vyměnit hrubovací frézu za dokončovací frézu. Aby fréza nainstalovaná zapadla do již vyříznuté šroubové drážky, posune se pomocí horního saní třmenu nebo (nastavením bitu do střední polohy) se odpojí vodící šroub a vřeteno a následně se díl otočen do polohy, ve které bude fréza proti spirálové drážce.
Pro zvýšení produktivity zpracování se místo jediné frézy používají hřebeny se závitem nebo držáky na více řezů. Na obrázku vpravo je schéma řezání závitu blokem dvou fréz. První fréza – a) je naostřena pod úhlem 90 stupňů a odstraňuje předvrstvu, přičemž pro druhou dokončovací frézu zůstává – b) minimální přídavek. Úhel ostření dokončovací frézy je 60 stupňů. Pro zvýšení produktivity řezání závitů a snížení únavy soustruhu se používají různá zařízení. Obrázek vlevo nahoře ukazuje zařízení pro automatické zatažení frézy po každém průchodu. Na konci průchodu pevná zarážka 1 zastaví pohyb zarážky 11 a válečku 6 (s ploškou) a těleso 4 pokračuje v pohybu. Na konci odřezávání nitě působením pružin 8 a 9 dopadá špalík 5 spolu s pinolou 3 a v ní upevněným odstřihovačem 2 na plochu válečku 6 a řezání nitě se zastaví. Poté, co se třmen vrátí do své původní polohy, při otáčení rukojetí s excentrem 10 se pinola s frézou 2 vysune. V tomto okamžiku se působením pružiny 7 váleček 6 posune doleva a zablokuje pinolu 3 v přední poloze. Řezání závitů na krátkou vzdálenost snižuje produktivitu a vyžaduje zvýšenou pozornost pracovníka, aby se zabránilo zlomení nástroje. Proto se používá zpětné řezání závitu (obrázek níže): levá fréza se zasune do drážky pro výstup frézy, změní se směr otáčení vřetena a pohyb třmenu a závit se odřízne pro výstup směrem koník.